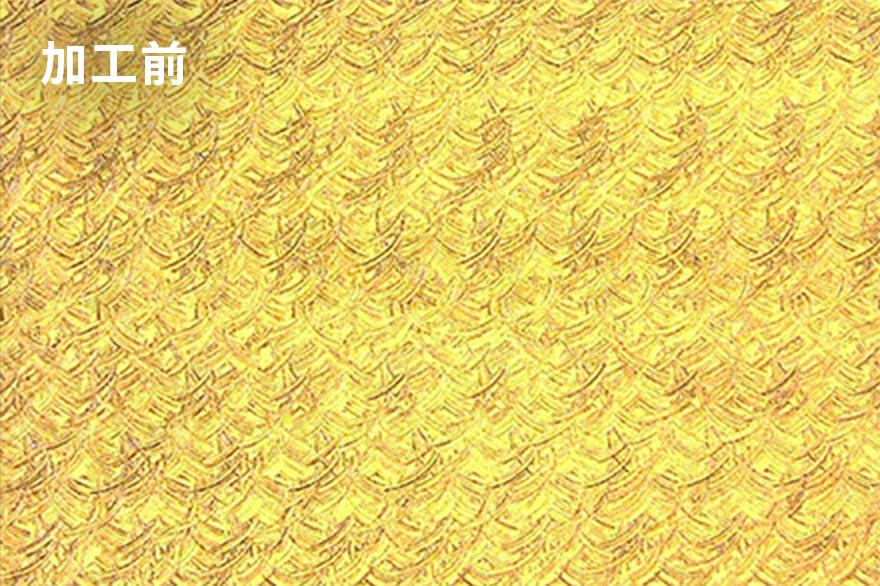
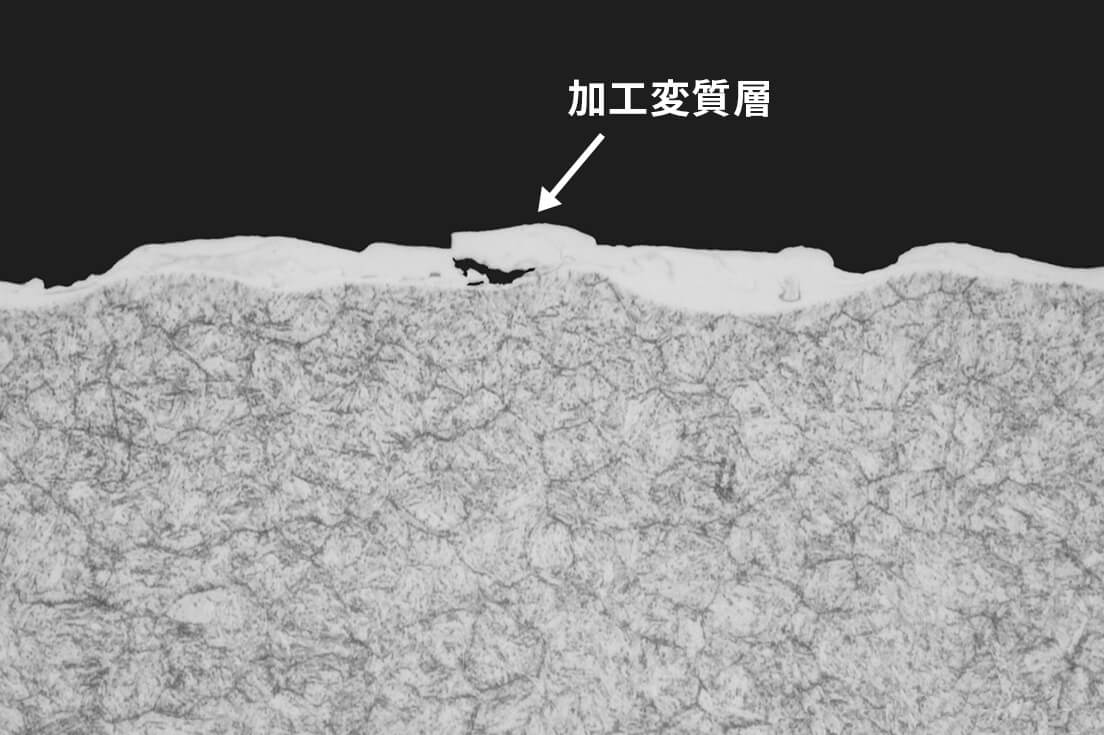
加工変質層の除去
用途・技術

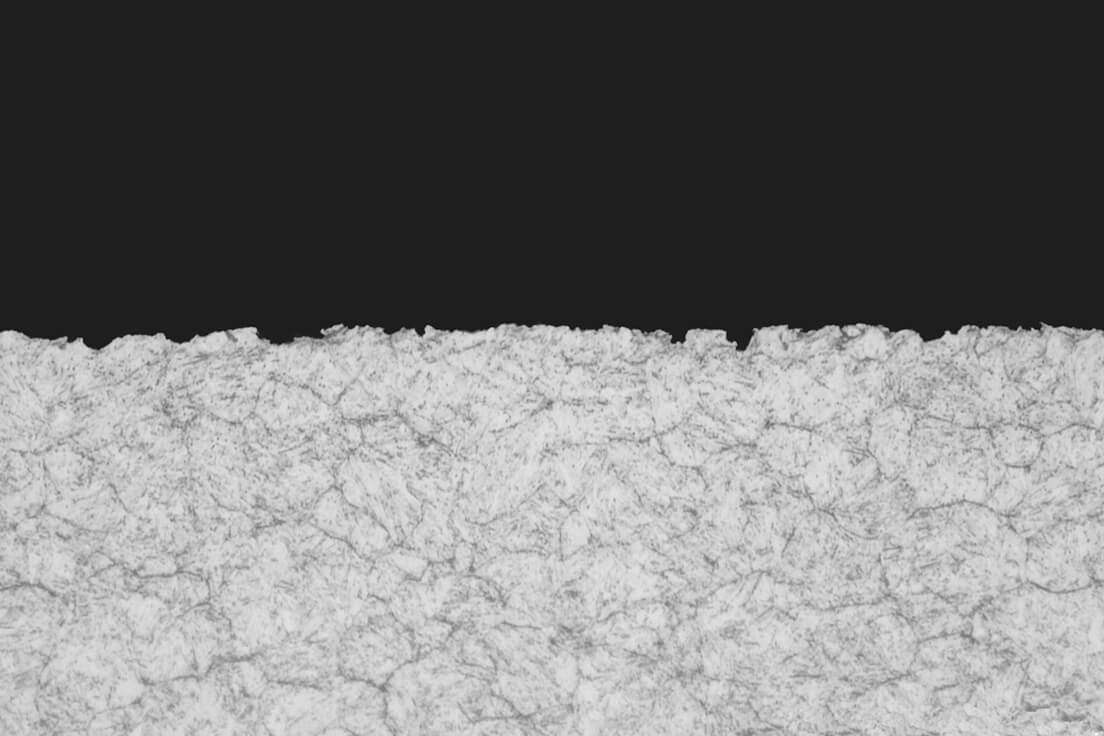
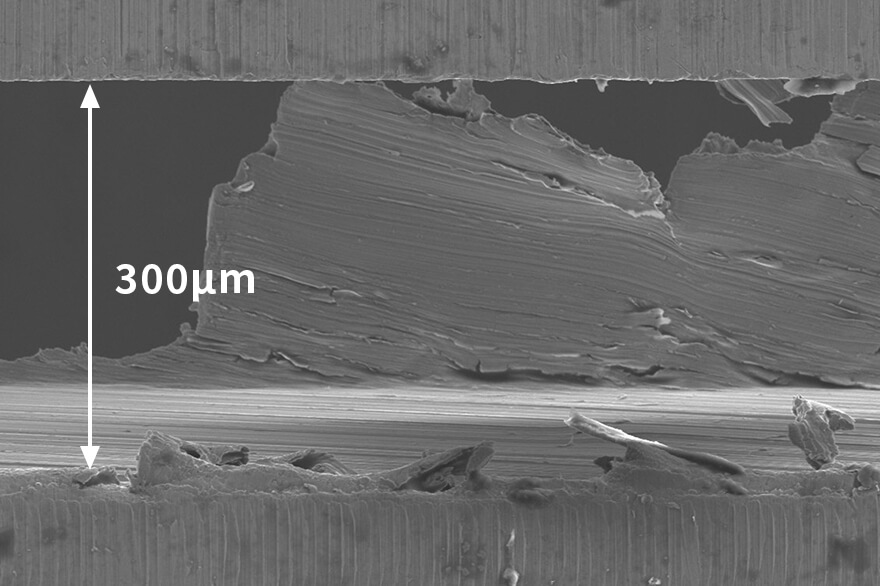
右:加工変質層除去後(×100倍)
エアーブラストによる金型の加工変質層除去及び表面改質
金型製作時には様々な加工法が用いられますが、加工後の金型表面には加工時の熱影響や応力によって材料本来とは異なる性質に変化した加工変質層が生じます。ワイヤ放電加工や形彫り放電加工であれば白層と呼ばれる脆弱な溶融再凝固層、機械加工であればツールマークと呼ばれる加工痕による微細な加工バリやカエリ、研削加工であれば方向性のある研削目など、様々な加工変質層がありますが、どれも金型寿命や離型性に悪影響を及ぼすため、金型使用前に徹底的に加工変質層を除去する必要があります。
エアーブラスト技術による金型磨き・加工変質層の除去は、手作業では難しい細溝やコーナー部へ加工が容易、金型への耐久性や離型性の向上などの機能付与が可能なことから、磨き作業の効率化、金型表面改質を求める多くのお客様からご利用頂いております。
Removal of machining alteration layer after machining 機械加工後の加工変質層除去
エアーブラストによる機械加工後の加工変質層除去の特徴
- ツールマーク除去
- 作業者によるバラツキ無し。手磨き時間の短縮
- 細溝、内径部の微細バリ取り、面粗度向上も可能
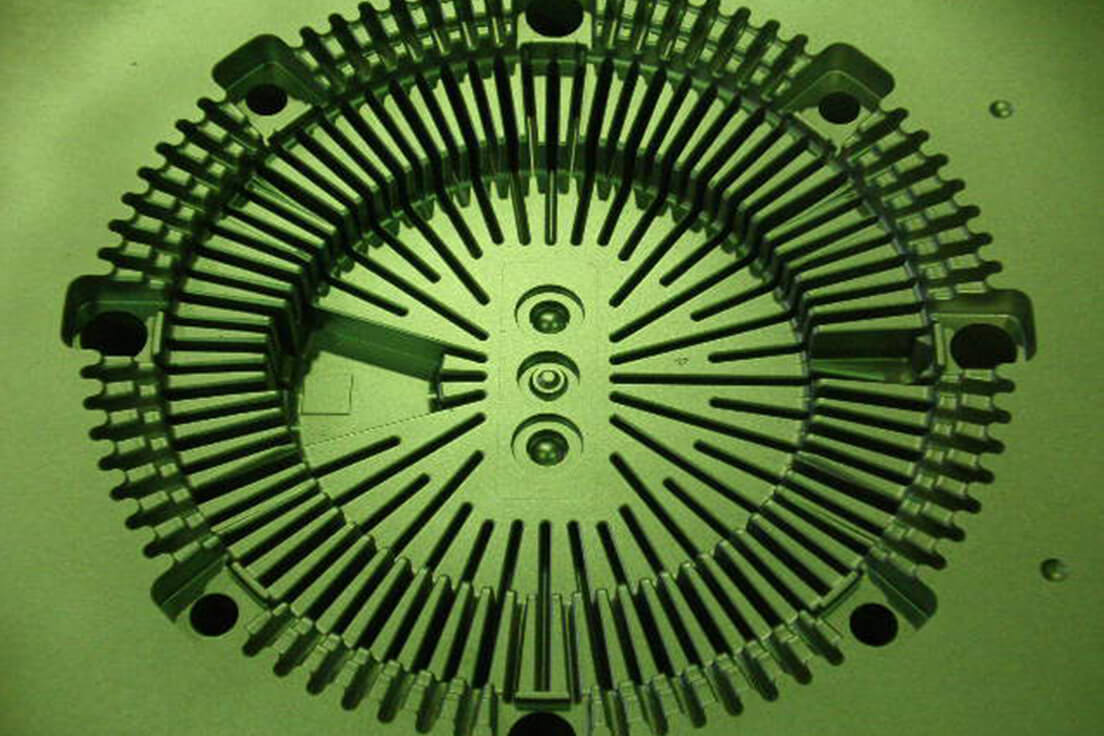
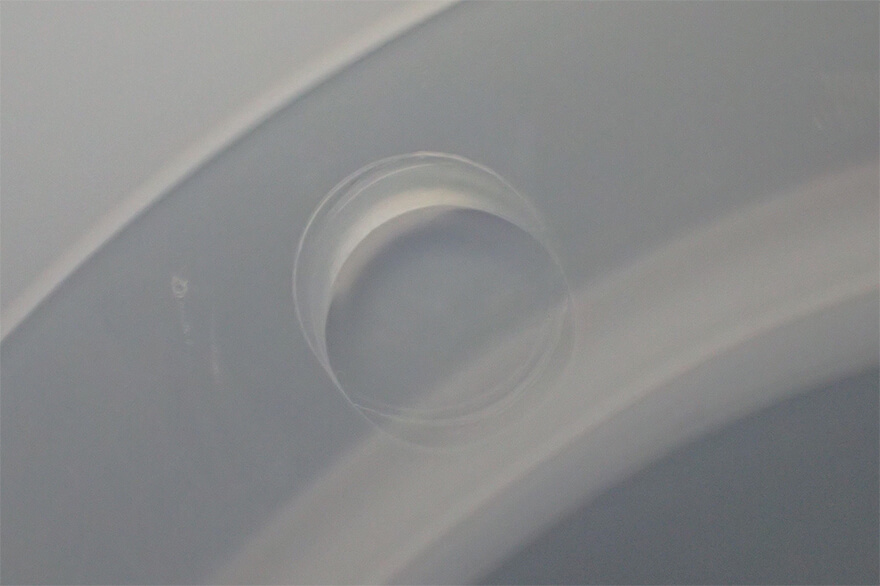
マシニングセンタやNCフライス盤などでの機械加工面には、ツールマークや微細な機械加工バリ、カエリ、残留ひずみなどが発生致します。これを残したままにしておくと抵抗となり離型性の悪化、クラックの起点となり金型の早期破損の原因になるなどの多くの悪影響があります。
当社のエアーブラストならば細溝、内径部のツールマーク除去や目視では見えずらいレベルの微細バリ取り、表面研磨による面粗度向上が可能です。また、装置は自動化対応しており、熟練職人不足解消、省力化にも貢献致します。
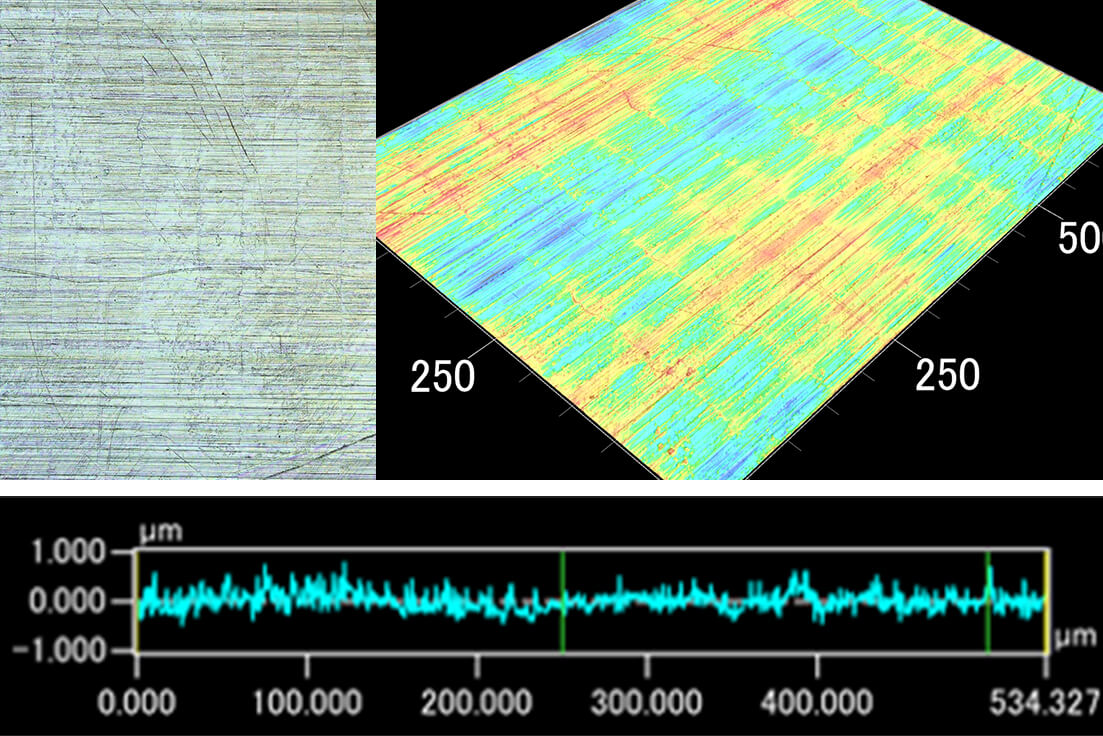
表面粗さ・表面状態の観察
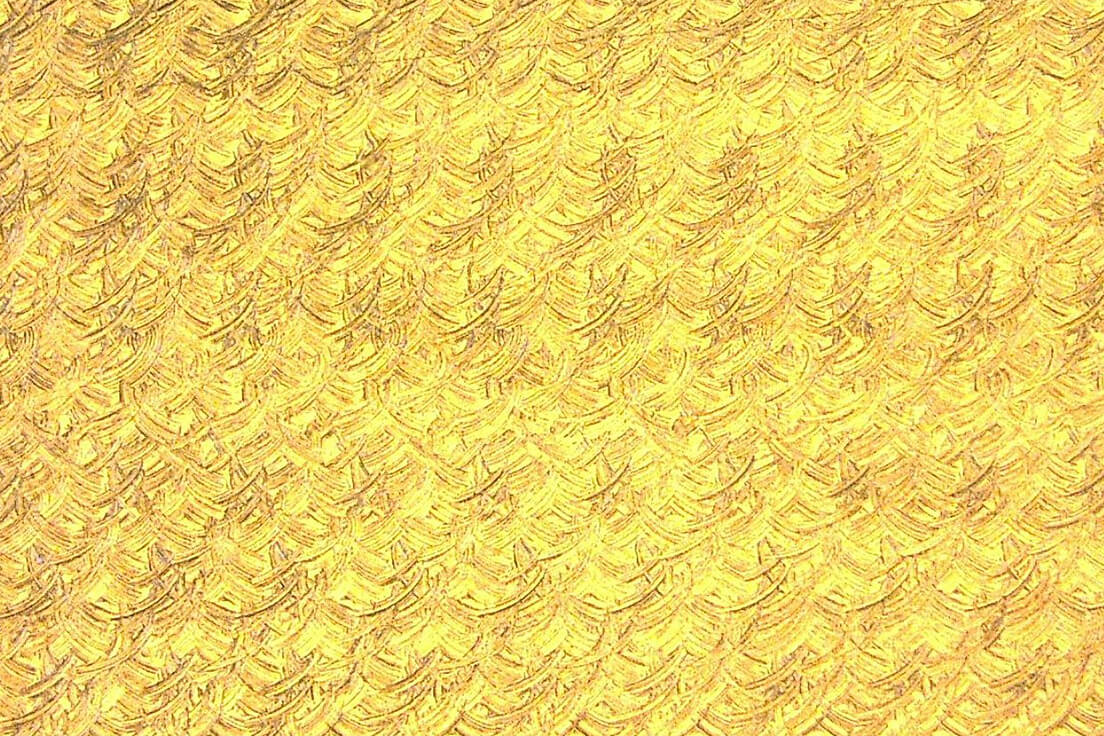
| Ra | Rz |
| 0.216 | 1.417 |
単位:μm
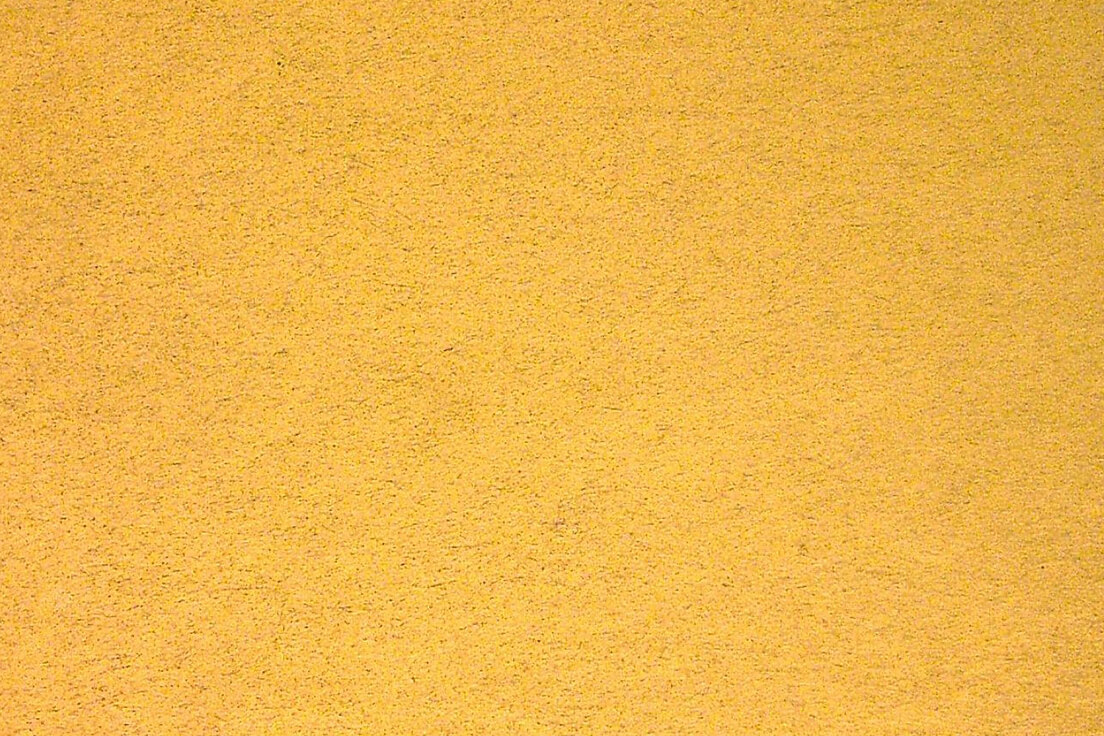
| Ra | Rz |
| 0.084 | 0.450 |
単位:μm
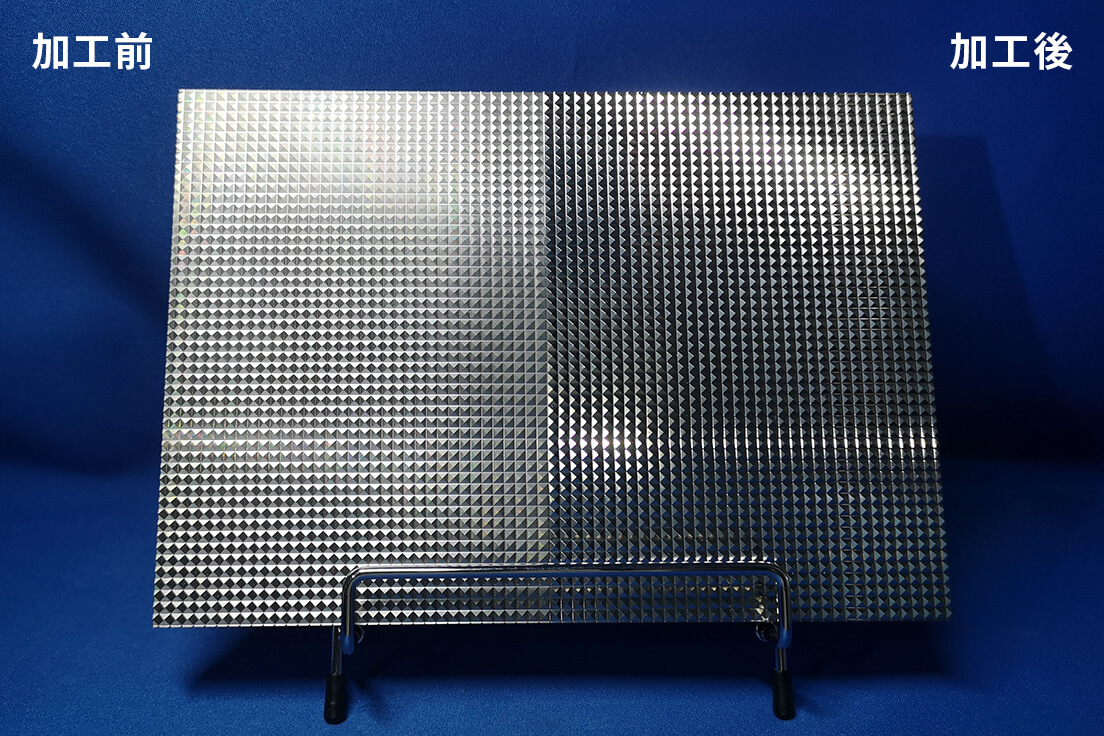
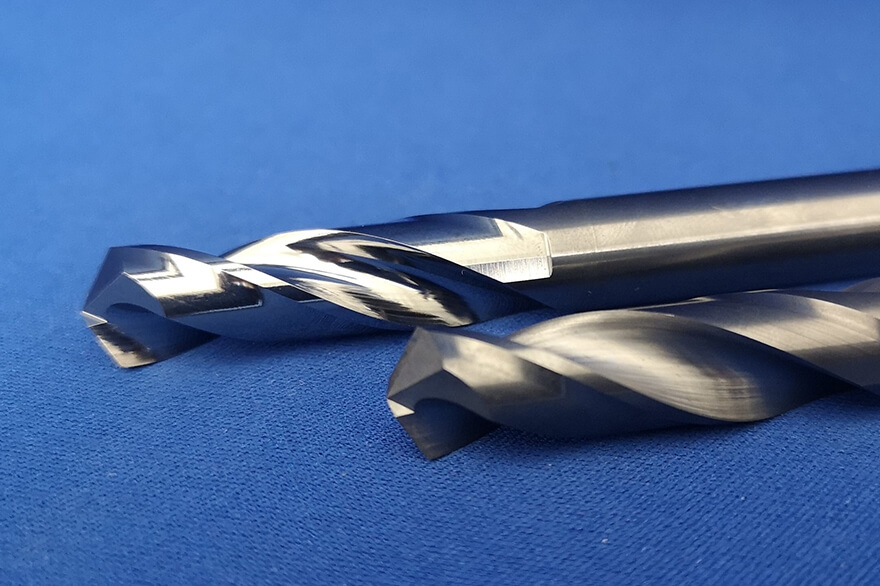
切削工具へのシリウスZ加工で、被加工物の面粗度が低減
チップやエンドミルなどの切削工具の刃先にシリウスZで加工することで、切粉の排出をスムーズにしたり、工具への凝着を抑えることが可能です。その結果として工具の長寿命化や被加工物の表面粗さの低減を実現致します。
被加工物(アルミ材)の仕上がり面 (レーザー顕微鏡 400倍)
通常のエンドミルでの加工面
シリウスZ加工後のエンドミルでの加工面
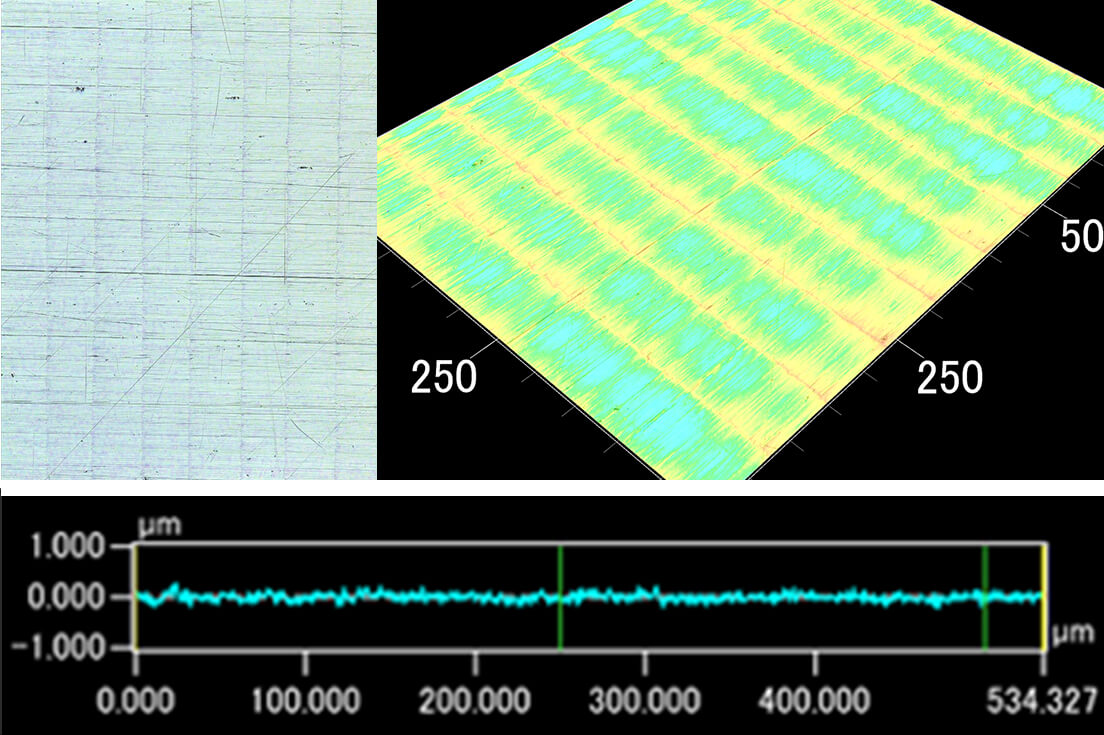
シリウスZ加工後のエンドミルだと被加工物の面粗度が40~50%低減
Removal of machining alteration layer after electrical discharge machining 放電加工後の加工変質層除去
エアーブラストによる放電加工後の加工変質層除去の特徴
- 短時間で50%以上の面改善になり、金型仕上げ作業時間の短縮
- 白層、微細空孔、マイクロクラックなどの加工変質層の除去
- 引張応力を圧縮応力に変え、金型の耐久性向上
- 均一な微細凹凸面にすることで、離型性の改善
ワイヤ放電加工及び形彫り放電加工後の金型表面には、局部的な溶融再凝固による脆弱な白層、引張応力、微細空孔、マイクロクラックなどの多くの加工変質層が存在し、離型性と金型寿命に悪影響があります。
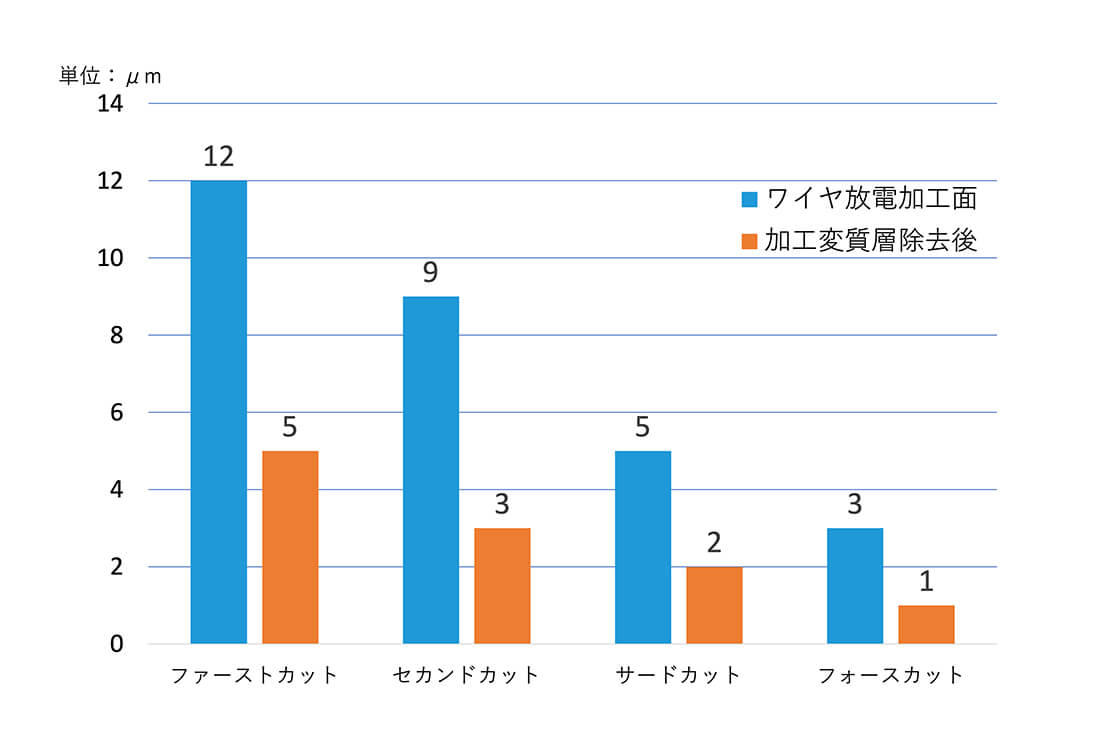
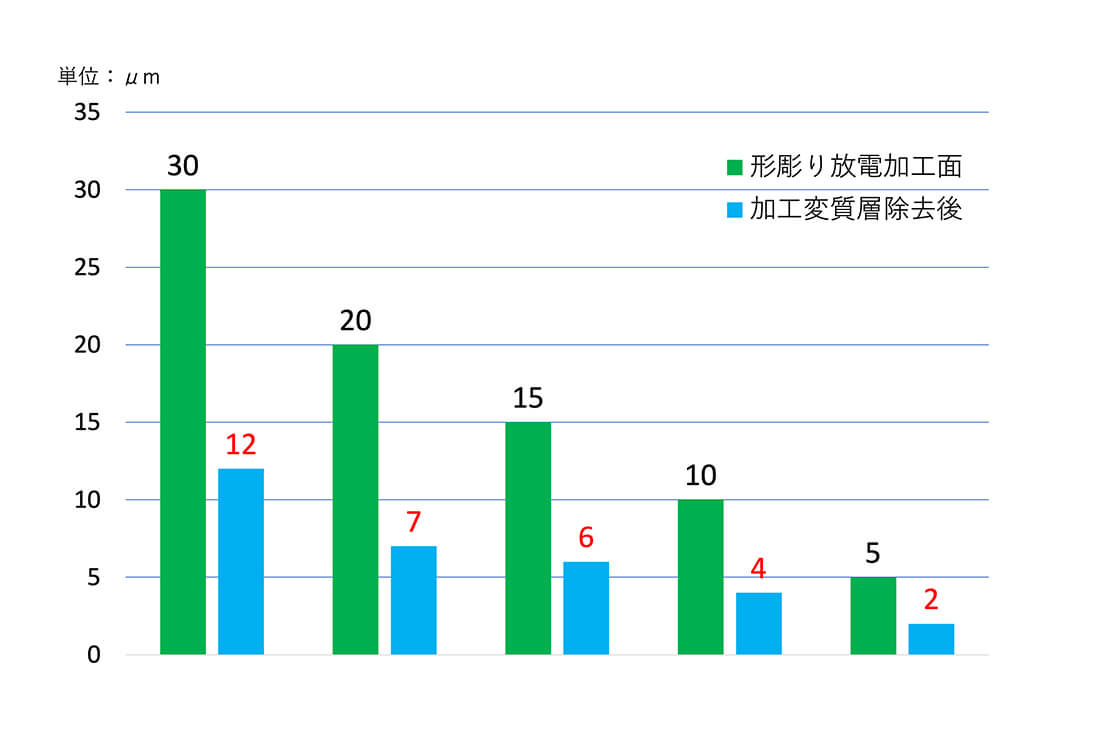
当社のエアーブラストならば短時間で加工変質層の除去と同時に50%以上の面粗度向上が可能であり、金型仕上げ時間の短縮につながります。
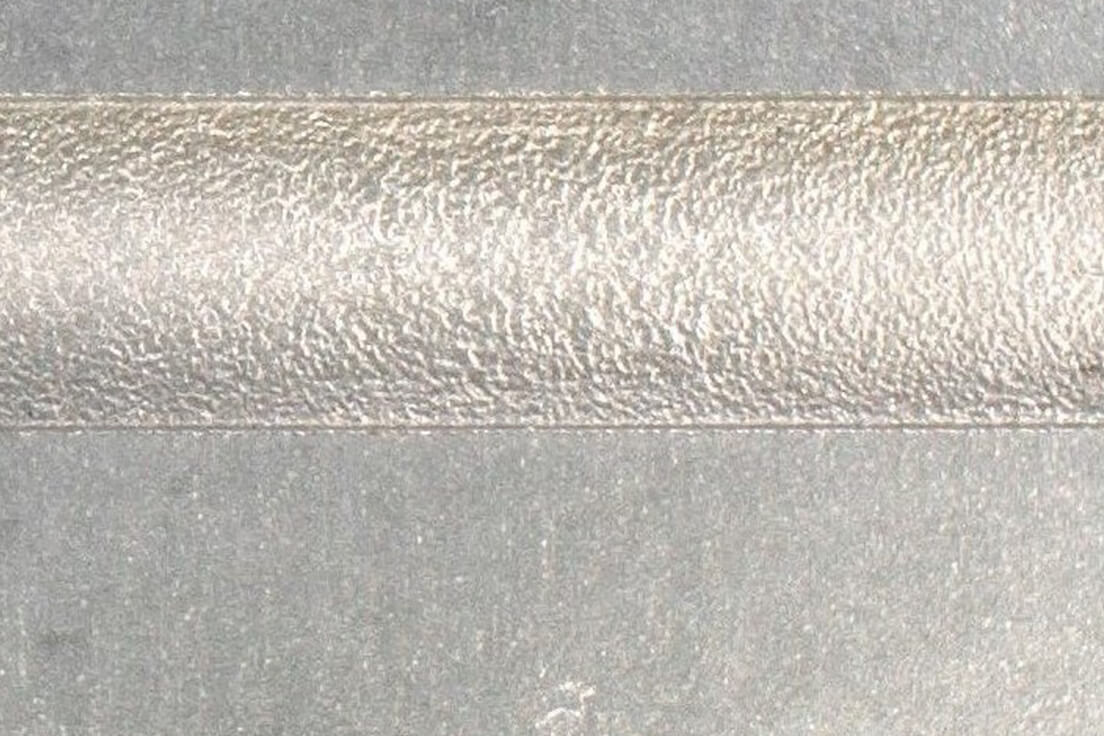
また、ショットピーニング又は微粒子ピーニングによる表面改質によって金型表面の硬度向上、摺動性が改善、引張応力を圧縮応力に改善などの機能を付与することも可能です。
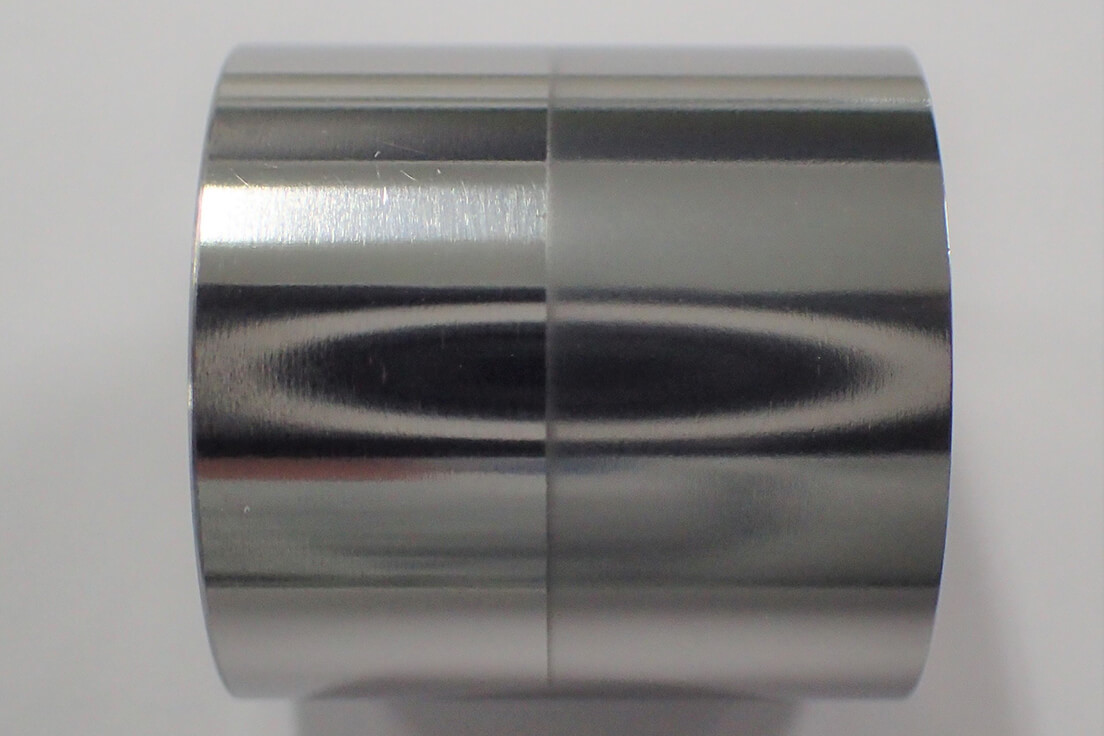
ワイヤ放電加工後の加工変質層除去
形彫り放電加工後の加工変質層除去

Removal of work alteration layer after grinding process 研削加工後の加工変質層除去
エアーブラストによる研削加工後の加工変質層除去の特徴
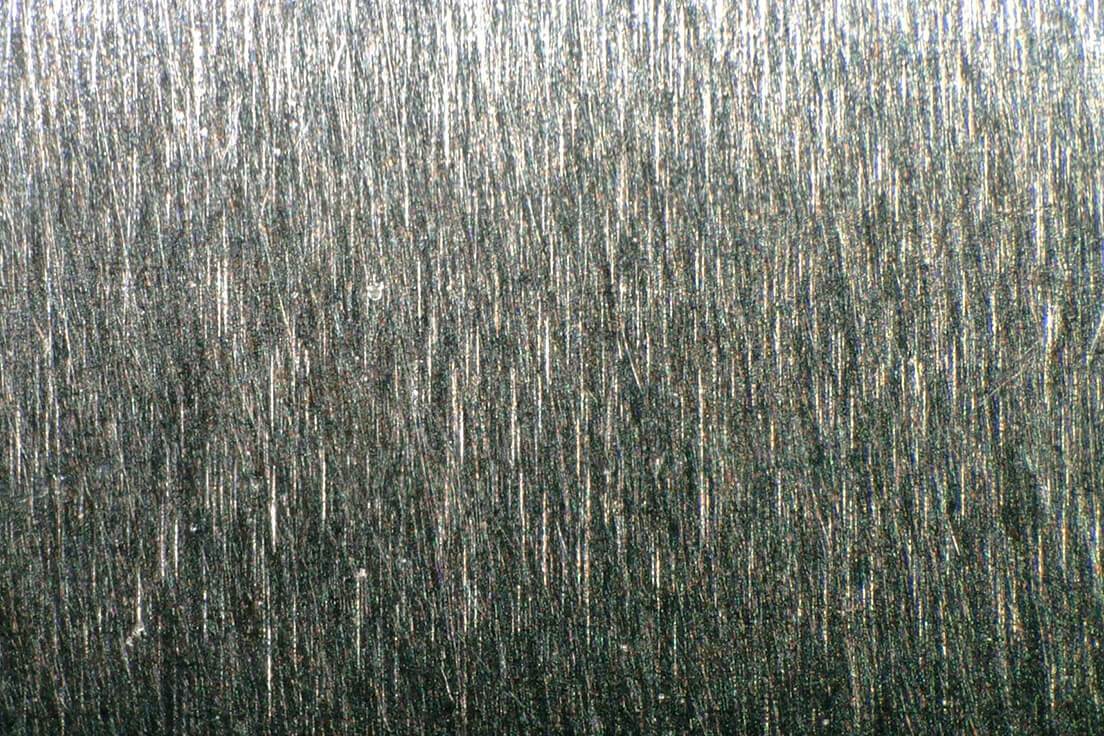
- 離型性の悪化の要因となる方向性のある研削目を方向性の無い平滑面に変更
- 白層や軟化層、微小ムシレを除去し耐久性を向上
- 加工面に光沢を残しつつ、耐久性や離型性などの機能改善
研削加工面には加工時に発生する熱によって最表面に脆弱な白層、その下に焼戻しによる軟化層が発生し、どちらも疲労強度低下の原因となり、金型の寿命を短くします。
また、研削加工面には方向性のある研削目や微小なムシレが存在し、それが抵抗となり離型性が悪化したり、金型損傷の起点となる場合があります。
当社のエアーブラストならば上記の様々な加工変質層を除去した上で、光沢を残しつつ、方向性のない平滑化した表面を実現致します。
表面粗さ・表面状態の観察
| Ra | Rz |
| 0.078 | 0.838 |
単位:μm

| Ra | Rz |
| 0.115 | 0.806 |
単位:μm
金型への受託加工に関するよくあるご質問
- 処理前後での金型寸法はどのくらい変化しますか?
-
代表的な寸法変化としては数μm程度です。
- どのくらいのサイズまで対応可能ですか?
-
重さ8トンまで処理可能です。詳細はご相談ください。
- どの様に依頼すればよいのですか?
-
サンプル加工やお打ち合わせ後、金型をお預かりして処理致します。
詳細は金型表面処理担当までご相談ください。 - 受託加工の工場はどこにありますか?
-
東京都江戸川区、茨城県稲敷市、愛知県小牧市の3エリアに受託加工が可能な工場があり、お近くの工場にて加工させて頂くことが可能です。
この用途・技術ページを見た人はこちらも見ています

お問い合わせ contact
不二製作所のブラストは多種多様な用途に使われています。まずはお気軽にお問い合わせください。
-
東京本社
-
装置検討・修理相談に関するお問合せ
03-3686-5104 -
部品・研磨材購入に関するお問合せ
03-3686-5806
-
-
名古屋営業所
052-703-2291 -
大阪営業所
06-6190-2323
※各営業所でもテスト加工可能です。