WHAT IS BLAST PROCESSING (TREATMENT)?
ブラスト加工(ブラスト処理)とは?

ブラスト加工(ブラスト処理)とは
ブラスト加工(ブラスト処理)とは、被加工物に研磨材やメディアと呼ばれる粒子を衝突させて、切削、クリーニング、磨き、改質などを行う表面加工法です。
一般的にはエアーブラスト(サンドブラスト)やショットブラストが主流ですが、ウェットブラストやドライアイスブラストなどもあります。
この加工法は、自動車、造船、航空宇宙、電子部品などの産業で広く利用されており、素地調整、梨地仕上げ、バリ取り、ショットピーニング、金型磨きなど、用途は多岐にわたります。以下ではブラスト加工の特徴、ブラスト装置の種類などについて詳しく説明します。
HISTORY ブラスト加工の歴史
ブラスト加工(ブラスト処理)は、1870年にアメリカのフィラデルフィアでベンジャミン・チュー・ティルマン氏が窓ガラスに砂漠の砂が吹き付けられる様子から着想を得た加工方法に「サンドブラスト工法」と名付けて特許取得したことが工業的な発端とされています。
現在のサンドブラスト工法は進化し、砂(サンド)だけでなく、金属、樹脂など、さまざまな材質の研磨材を使用しています。そのため、エアーブラストやアブレイシブ(研磨材)ブラストとも呼ばれています。
FEATURE ブラスト加工の特徴
| 物理的加工法 | ブラスト加工(ブラスト処理)は、研磨材を被加工物に高速で衝突させる物理的な加工法です。薬液処理とは異なり、作業者に過度な危険を与えません。 |
|---|---|
| 均一な加工面 | 噴射または投射によって、被加工物に無数の研磨材が一定の力で衝突し、方向性のない均一な加工面を形成します。 |
| 材質を選ばない | 物理的な加工法であるため、金属、セラミックス、ガラス、樹脂など、あらゆる材質に対して加工ができます。 |
| 多様な課題解決力 | ブラスト装置の構造や研磨材の種類、加工条件の組み合わせによって作られる多様な表面は、疲労強度の向上や粉体付着の抑制、金型の離型性改善など、さまざまな機能を付与します。これにより、お客様が抱える課題を解決、改善に導きます。 |
TYPE OF BLASTING EQUIPMENT ブラスト装置の種類
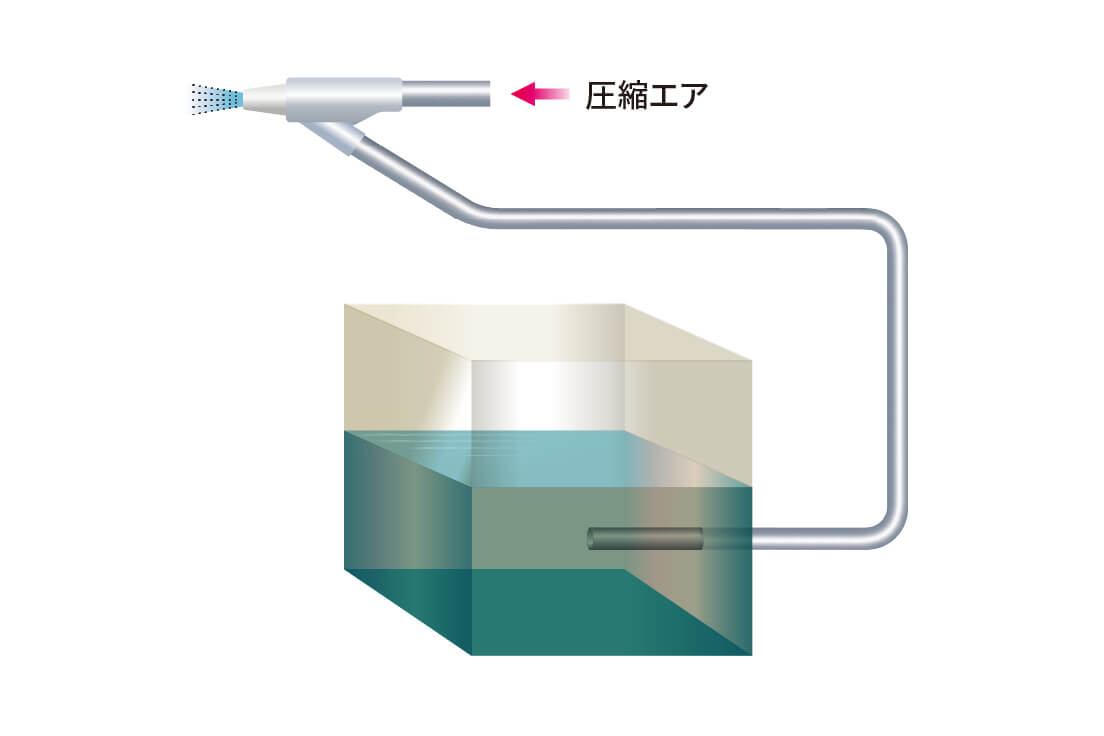
ブラスト装置は、圧縮エアの力を利用して噴射する「エア式」と、モーターによって回転する羽根車(インペラー)の遠心力によって投射する「遠心式」に分類されます。エア式ブラスト装置は、さらに乾式の「エアーブラスト(サンドブラスト)」と湿式の「ウェットブラスト」に細分化されます。
- ブラスト装置
- エア式
- 遠心式
- 乾式
(ドライ) - 湿式
(ウェット) - ショットブラスト
- エアーブラスト
(サンドブラスト) - ウェットブラスト (液体ホーニング)
エアーブラスト(サンドブラスト)
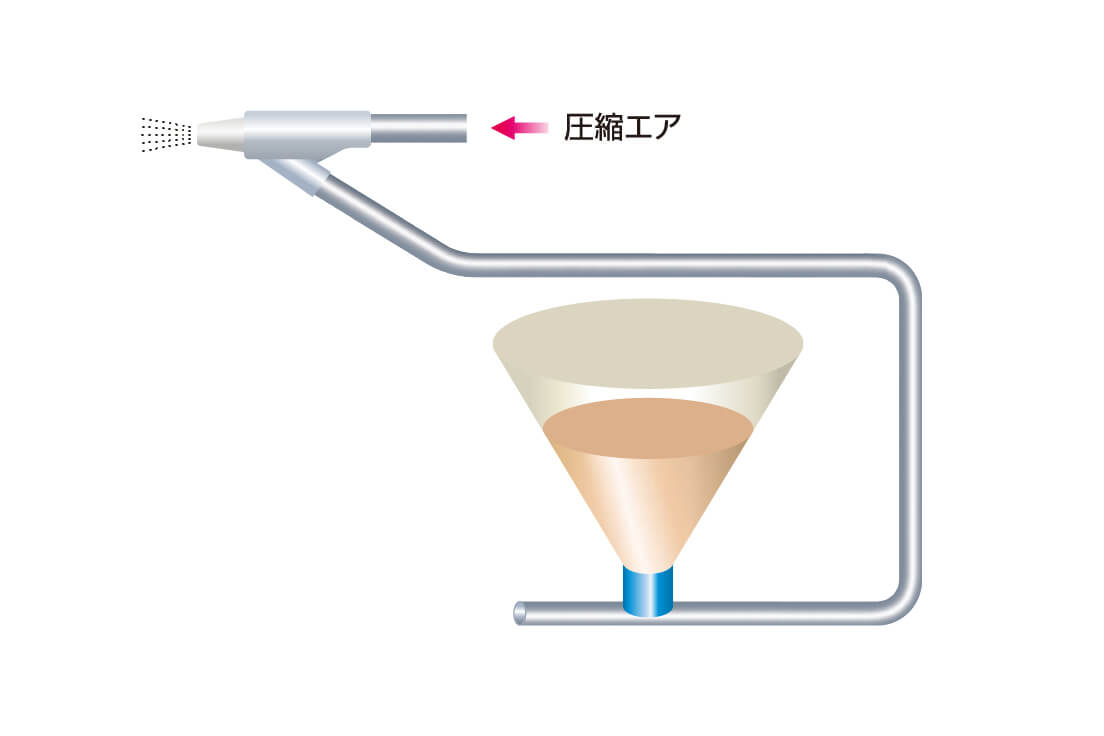
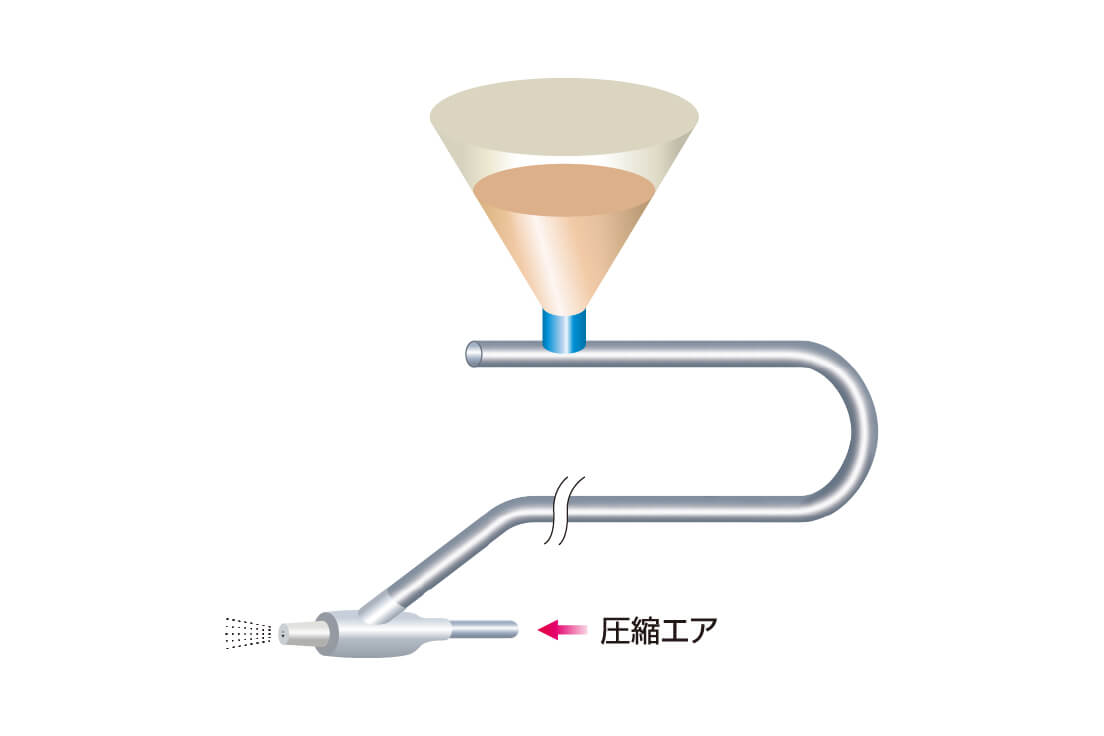
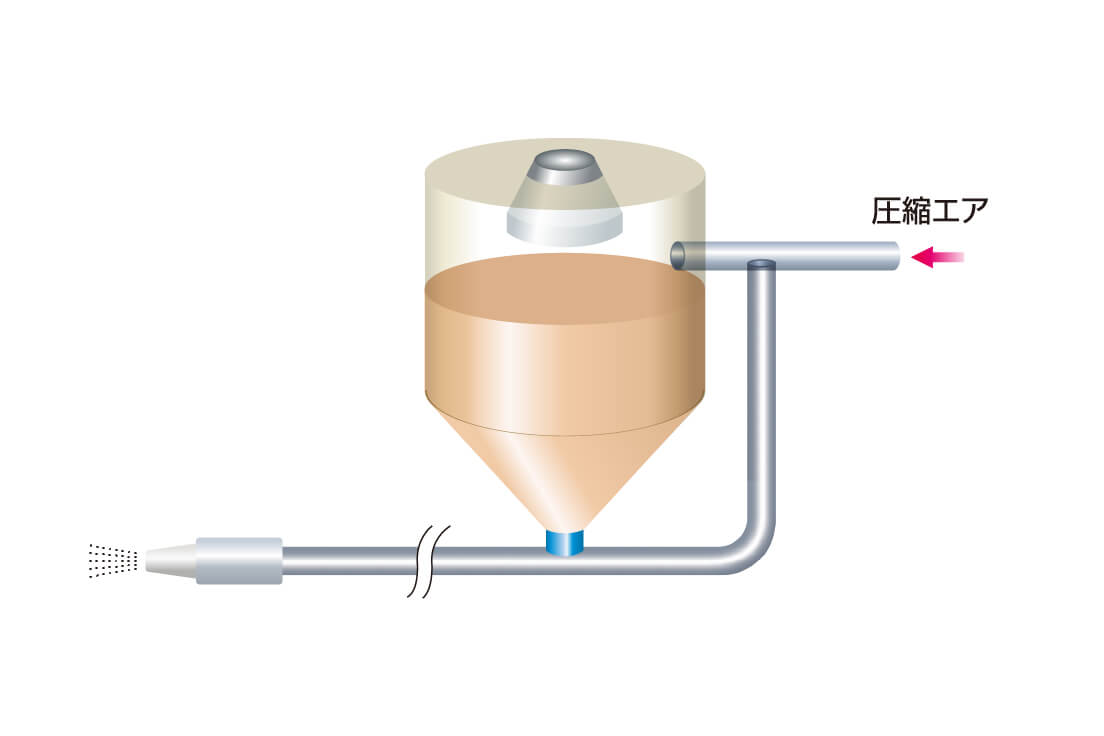
エアーブラスト(サンドブラスト)とは、コンプレッサーなどから供給された圧縮エアの力を利用して、ノズルから研磨材を噴射する装置です。研磨材の噴射方式には、サイホン式、重力式、直圧式の3つの代表的な方式があります。エアーブラストでは、1mmから1μm(1mmの1/1000)程度の広範囲な研磨材粒度を使用でき、定量的かつ安定した噴射が可能です。さらに、サイクロン分級により研磨材の粒度を均一化することで、非常に精密で多様な加工を実現します。
一般的には、エアーブラスト(サンドブラスト)に分類されますが、圧縮エアの供給にコンプレッサーではなくルーツブロワを使用する装置はブロワブラスト(低圧ブラスター)と呼ばれます。また、ドライアイスを研磨材として噴射する装置はドライアイスブラストとして別のカテゴリとされることもあります。それぞれの装置の特徴については「エアーブラスト(サンドブラスト) 」、「ブロワブラスト(低圧ブラスター) 」、「ドライアイスブラスト」の項目で説明しています。
サイホン式(SFタイプ)
重力式(SGタイプ)
直圧式(FDタイプ)
ウェットブラスト
ウェットブラスト(液体ホーニング、湿式ブラスト)とは、水と研磨材を混合したスラリーを攪拌し、圧縮エアの力でノズルから噴射する装置です。
ウェットブラストの利点は、被加工物に熱や静電気を発生させずに柔らかく加工できることです。これにより、デリケートな素材や精密な部品の加工に適しています。さらに、水の介在によって、油分や汚れの洗浄効果も得られます。
詳しい内容は「ウェットブラスト」の項目で説明しています。
ショットブラスト
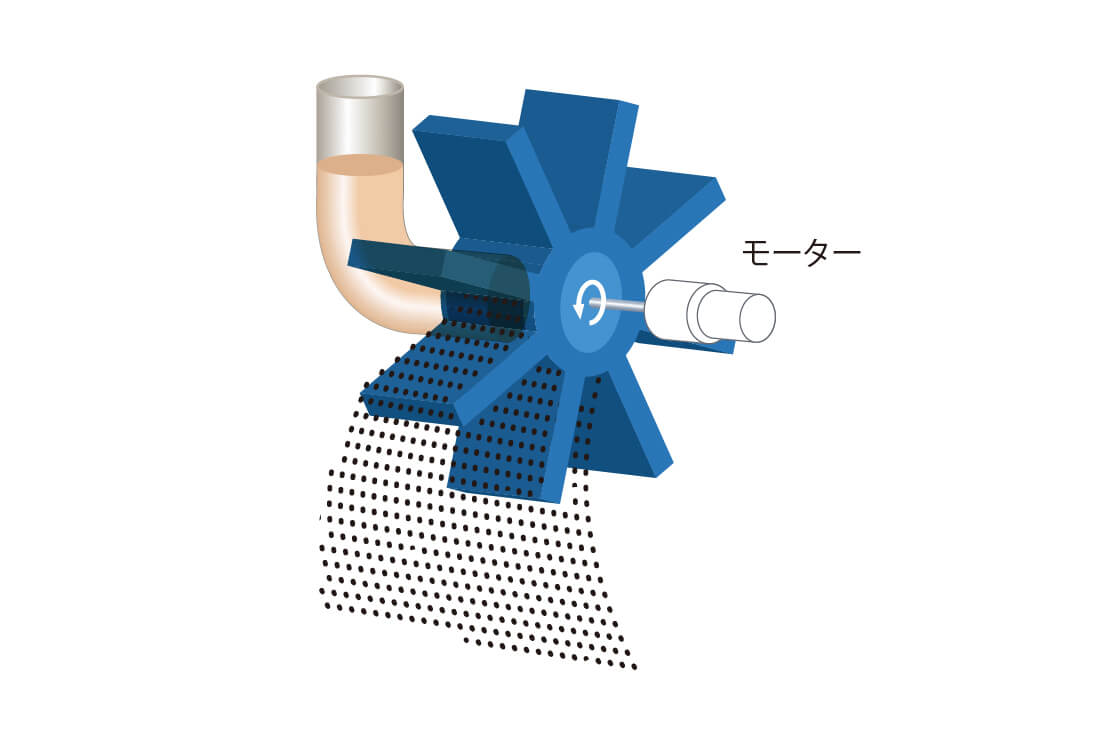
ショットブラストとは、モーターによって回転する羽根車(インペラー)の遠心力で研磨材を投射する装置です。
ショットブラストの利点は、 比重の大きな研磨材を少ないエネルギーで大量に投射できることです。これにより、大きな面積を効率的に加工したい場合に適しています。また、圧縮エアを使用しないため、コンプレッサーが必要ありません。
主にスチールグリットやスチールショット、亜鉛ショットなどの金属系研磨材が使用されます。
※当社ではショットブラストの取り扱いはございません。
USES ブラスト加工(ブラスト処理)の代表用途
サンドブラスト工法は、約150年前に砂漠の砂が窓ガラスに吹き付けられる様子から着想を得て発明されました。その後、ブラスト加工(ブラスト処理)は技術の進化と共にその用途を広げてきました。現在では、ものづくりの現場で不可欠な加工技術となっており、分野や業種を問わずに利用されています。ここでは代表的な用途について説明いたします。その他の用途については「用途・技術」の項目で説明しています。
接着・塗装・溶射前処理
ブラスト加工(ブラスト処理)は、接着や塗装、溶射などの前処理として使用されています。この加工では、アルミナやスチールグリットなどの切削力のある研磨材を噴射または投射し、表面の錆や汚れを取り除くと同時に、方向性のない均一な凹凸を形成します。このようなクリーンで表面積が増加した加工面は、密着性の向上、塗装ムラの防止、内部腐食の抑制に効果を発揮します。詳しい内容は「接着・塗装・溶射前処理」の項目で説明しています。

各種除錆度規格
| 鋼材表面の状態 | JIS・ISO・SIS | SSPC | ケレン (一般呼称) |
除錆率 | |
| 拡大鏡なしで、表面には、目に見えるミルスケール、さび、塗膜、異物、油、グリース及び泥土がなく、均一な金属色を呈している。 | Sa3 | SP-5 | WHITE METAL BLAST CLEANING |
1種ケレン (ブラスト法) |
99.9%以上 |
| 拡大鏡なしで、表面には、目に見えるミルスケール、さび、塗膜、異物、油、グリース及び泥土がない。残存するすべての汚れは、そのこん跡がはん(斑)点又はすじ状のわずかな染みだけとなって認められる程度である。 | Sa2½ | SP-10 | NEAR-WHITE BLAST CLEANING |
95%以上 | |
| 拡大鏡なしで、表面には、ほとんどのミルスケール、さび、塗膜、異物、目に見える油、グリース及び泥土がない。残存する汚れのすべては、固着(2)している。 | Sa2 | SP-6 | COMMERCIAL BLAST CLEANING |
- | 67%以上 |
| 拡大鏡なしで、表面には、弱く付着(1)したミルスケール、さび、塗膜、異物、目に見える油、グリース及び泥土がない。 | Sa1 | SP-7 | BRUSH-OFF BLAST CLEANING |
- | - |
※注記
- (1)刃の付いていないパテナイフで、はく離させることができる程度の付着。
- (2)刃の付いていないパテナイフでは、はく離させることができない程度の付着。
※規格
- 日本産業規格: JIS Z0313
- INTERNATIONAL STANDARAD: ISO8501-1
- SVENSK STANDARAD: SIS 05 5900-1967
- Steel Structures Painting Council:Surface Preparation Specification (SSPC)
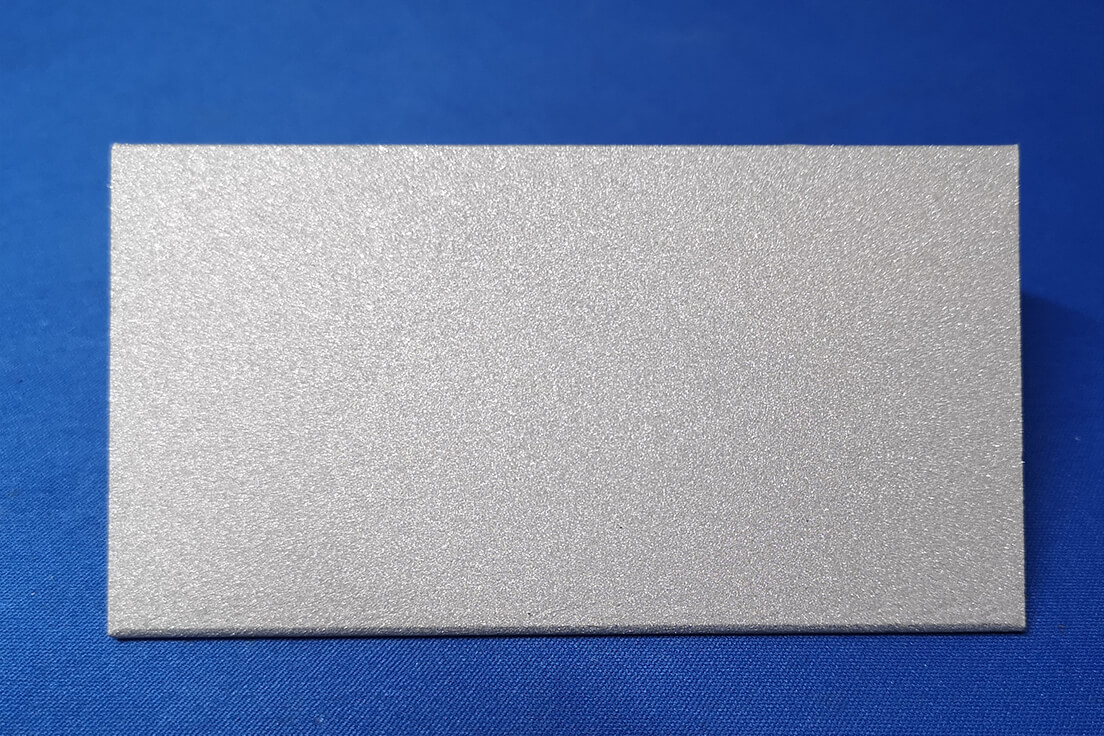
梨地仕上げ
梨地(なしじ)とは、金属の表面に微細な凹凸を形成し、独特の手触りと光沢を持った仕上がりを実現する表面仕上げ技術です。梨地仕上げや梨地処理とも呼ばれています。研磨材の種類や粒度を変えることで、ギラギラと輝く面や柔らかな光沢面など、多様な風合いをつくることができます。詳しい内容は「梨地仕上げ」の項目で説明しています。また、ブラスト技術による意匠性向上については「高意匠・加飾」の項目で説明しています。


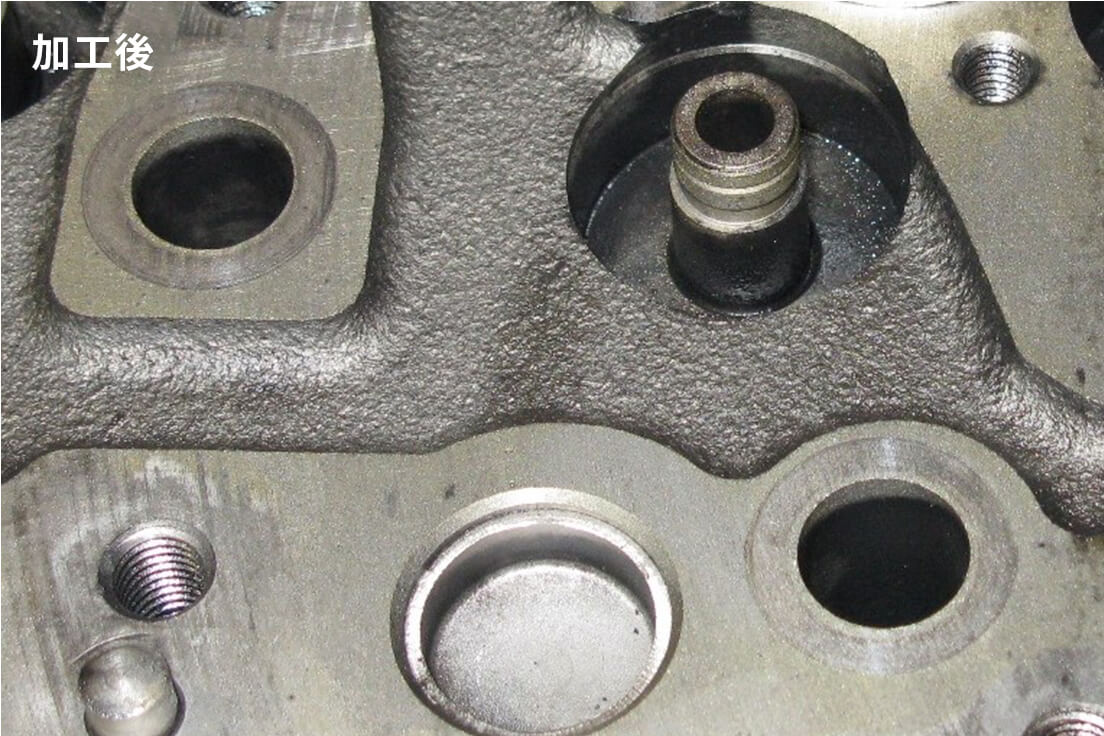
クリーニング(洗浄)
ブラスト加工(ブラスト処理)よるクリーニング(洗浄)とは、研磨材を高速で噴射または投射することによって、表面の付着物を迅速かつ簡単に取り除く方法です。手作業と比べて簡単に行え、薬液処理と比べて作業者に過度な危険を与えないことから、効率的で安全なクリーニング方法として多くの業界で利用されています。下記の例では、油分を含む部品をドライアイスブラストでクリーニングしたものです。詳しい内容は「クリーニング・塗装剥離・再生」および「ドライアイス洗浄・バリ取り」の項目で説明しています。

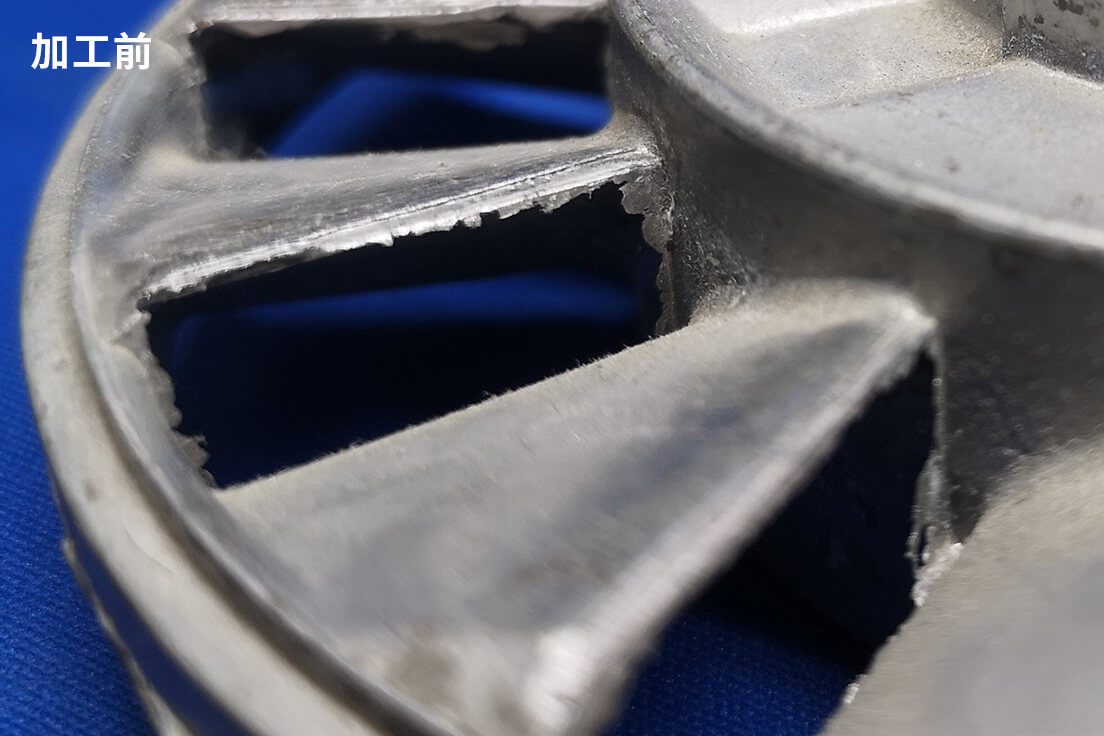
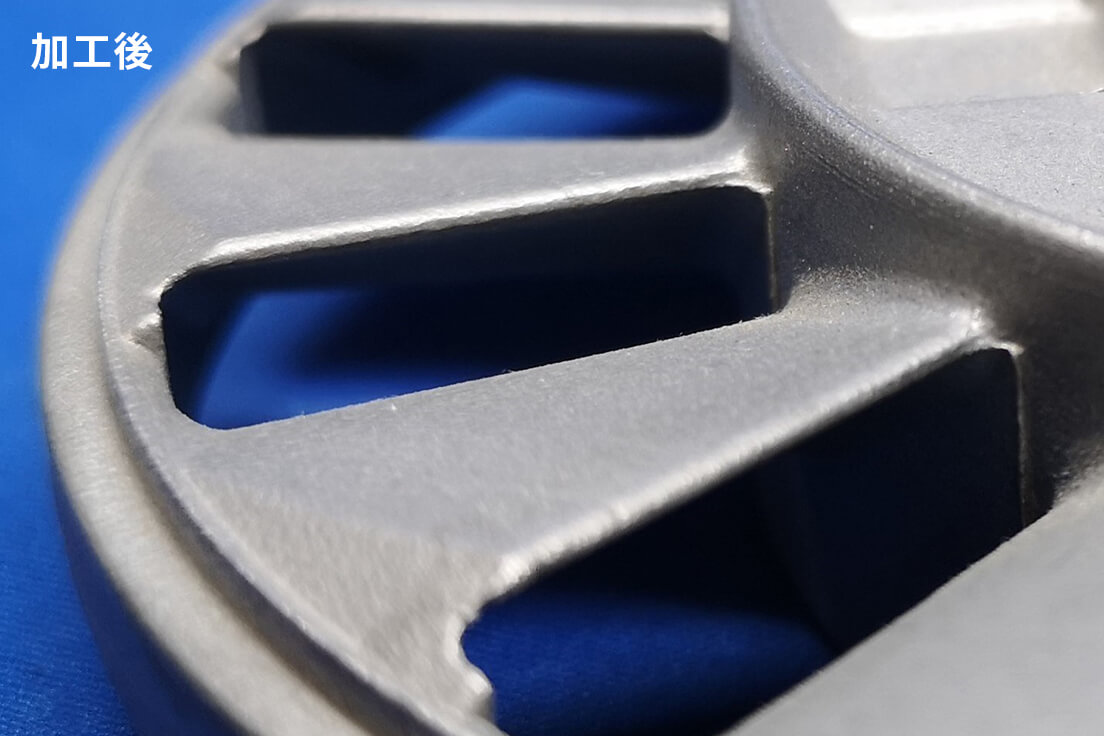
バリ取り(樹脂・金属)
バリ取りとは、加工や成形工程の際に発生した意図しない突起やトゲなどを取り除く作業です。ブラスト加工(ブラスト処理)では、高速で研磨材を噴射または投射して、樹脂や金属のバリを取り除きます。無数の研磨材が被加工物に衝突することで、手作業では取り忘れが起こりやすい細溝や内径部なども確実に除去することができます。詳しい内容は「バリ取り」の項目で説明しています。
PEEK樹脂

アルミダイカスト
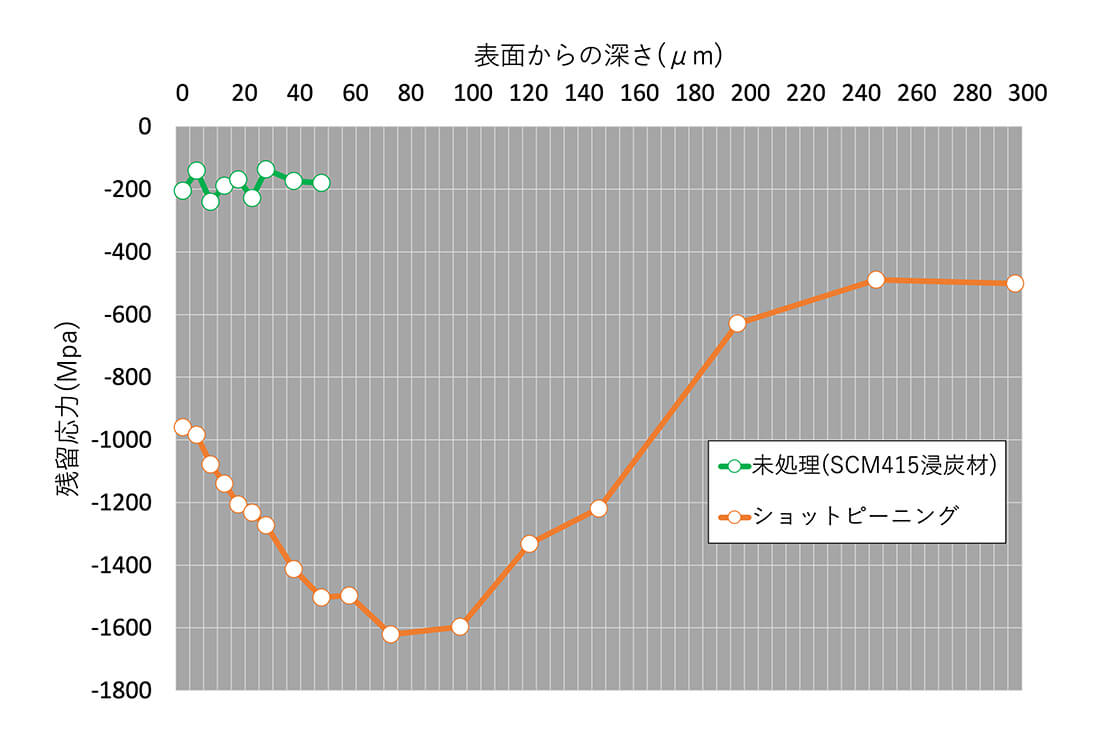
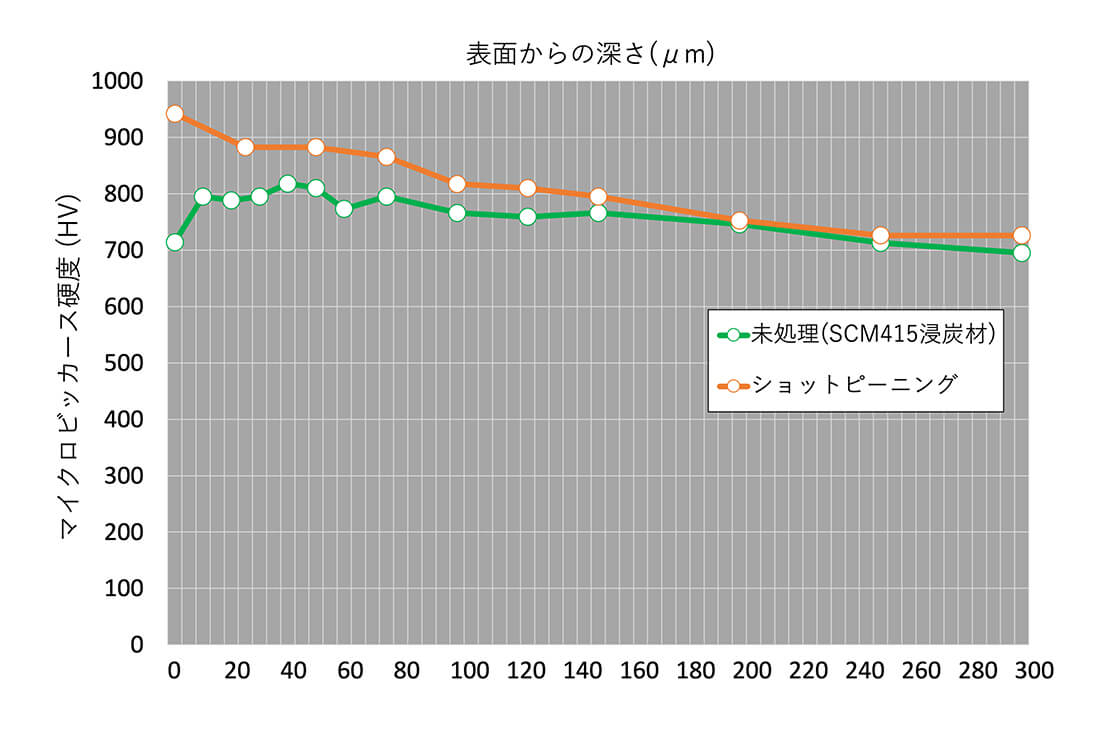
ショットピーニング
ショットピーニングとは、研磨材やメディアと呼ばれる球状粒子を被加工物に高速で衝突させる冷間加工法の一種であり、被加工物に衝突した球状粒子によって凹凸の塑性変形が生じると共に、圧縮残留応力による亀裂進展の抑制や表面硬度上昇による耐摩耗性向上などの表面改質を図ることができます。詳しい内容は「耐摩耗性・疲労強度・摺動性の向上」の項目で説明しています。
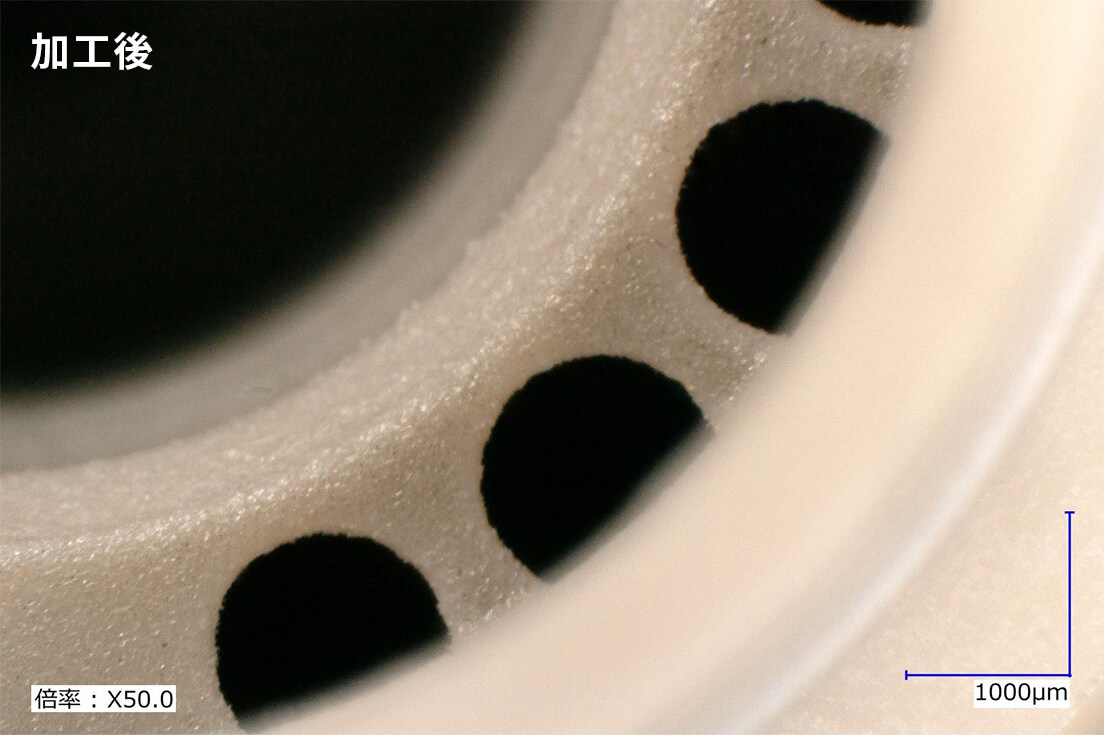
鏡面仕上げ・研磨加工
当社の独自技術である「シリウスZ」は、ブラスト加工を進化させ、磨き加工を容易にするものです。このシリウスZを使用すれば、誰でも簡単かつ均一に磨くことができます。さらに、自動化も容易です。また、3D形状や細溝、内径部の磨きにも優れており、金型磨きや工具などの量産品の磨きなど、さまざまな業界や用途で広く利用されています。詳しい内容は「鏡面仕上げ・研磨加工」の項目で説明しています。
超硬 細溝磨き
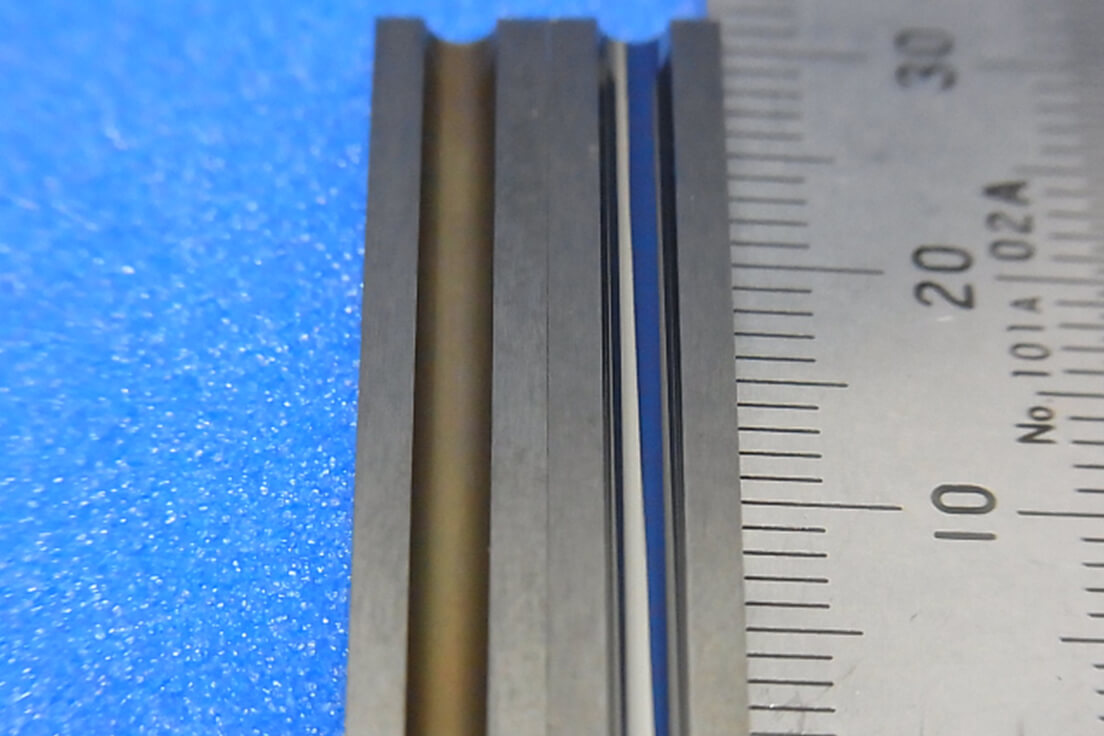
超硬 放電半球加工部磨き

TECHNOLOGY ブラスト加工(ブラスト処理)の最新技術とトレンド
ものづくりの現場は時代とともに変化し続けており、さまざまな課題に取り組んできました。生産効率や品質の向上、環境負荷の軽減などが常に求められています。その中で、ブラスト加工(ブラスト処理)は重要な役割を果たし、技術の進化によってこれらの課題解決に貢献しています。
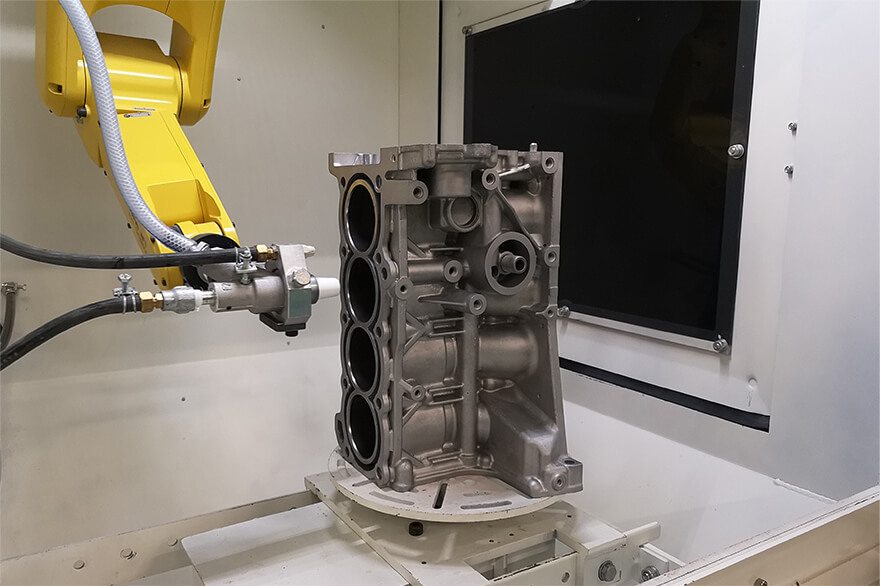
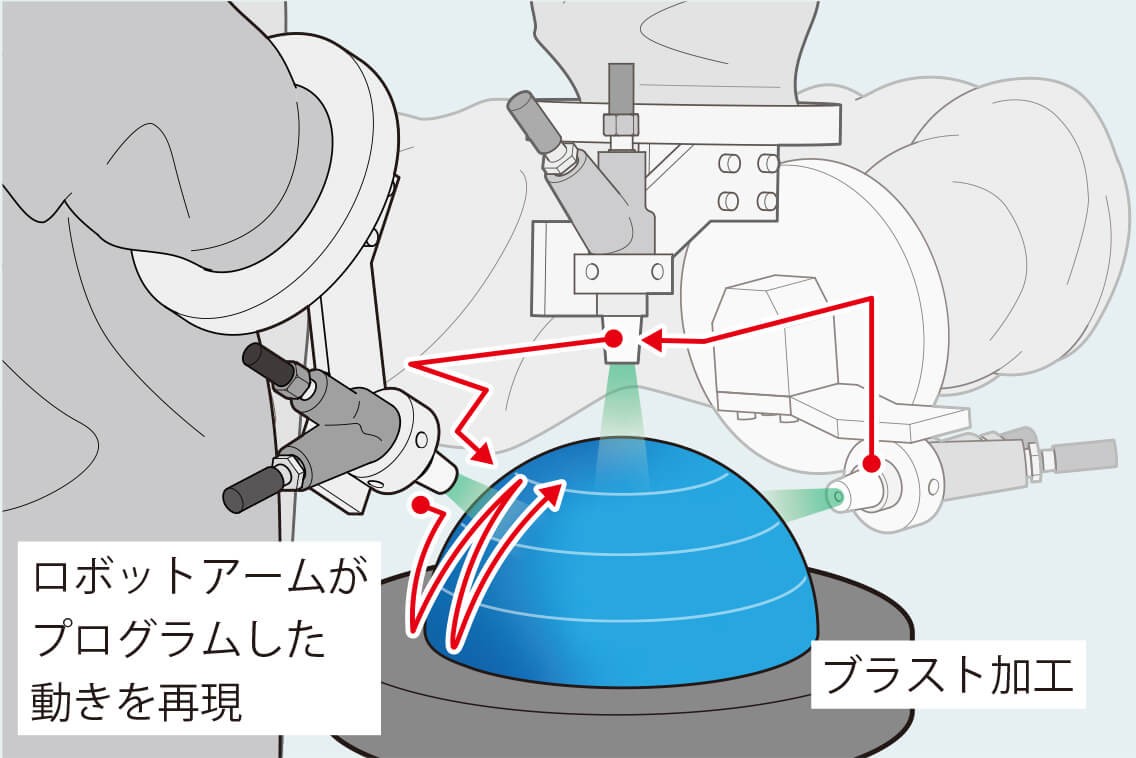
自動化・省人化
ブラスト加工(ブラスト処理)では、装置の自動化が進んでいます。この自動化により、作業時間が短縮され、品質管理が容易になります。また、ロボットを活用することで、複雑な形状や大型の部品にも効率的にブラスト加工を適用することが可能です。これにより、ブラスト加工はより広範な産業や用途において利用されるようになっています。詳しい内容は「ロボット搭載エアーブラスト装置」の項目で説明しています。
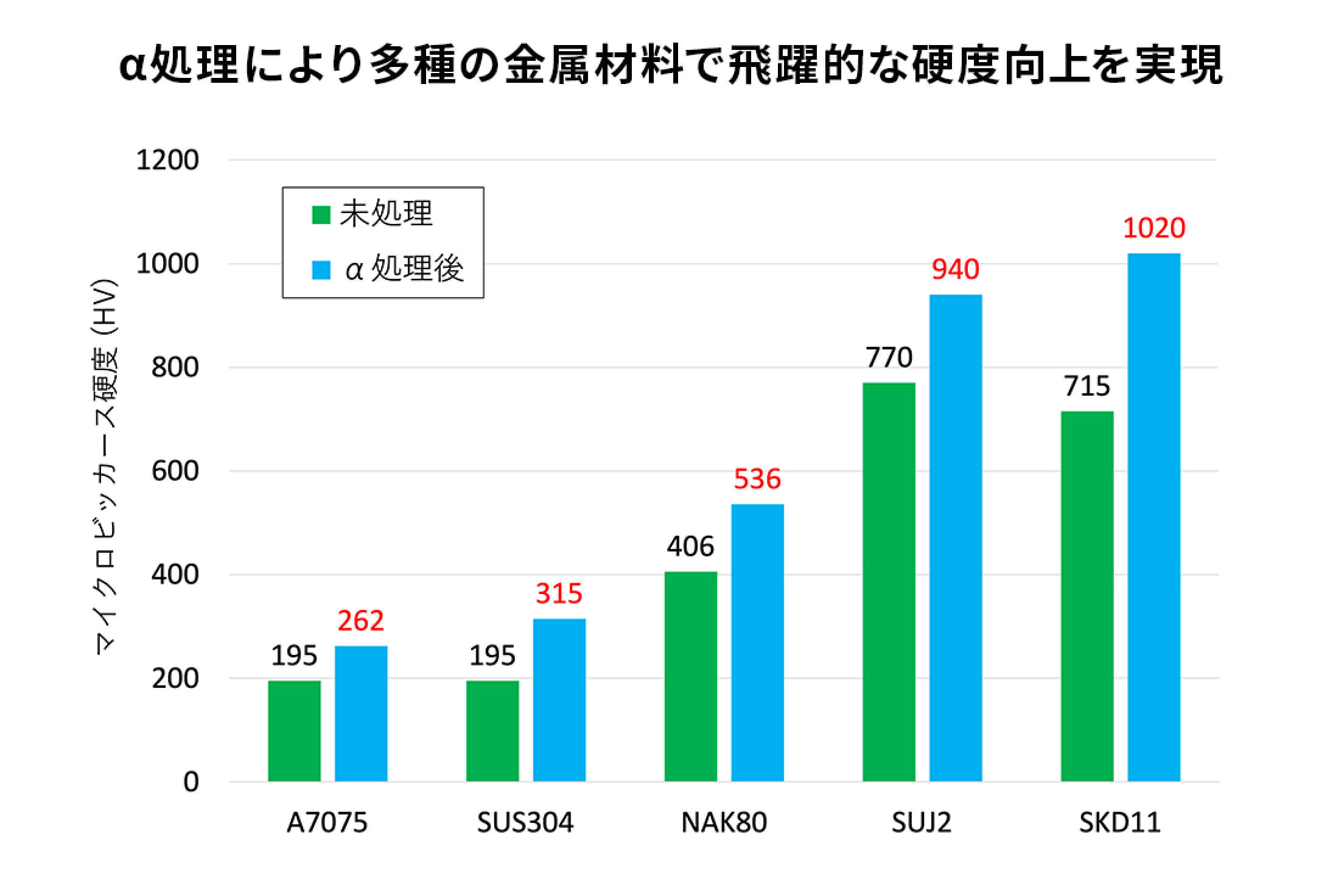
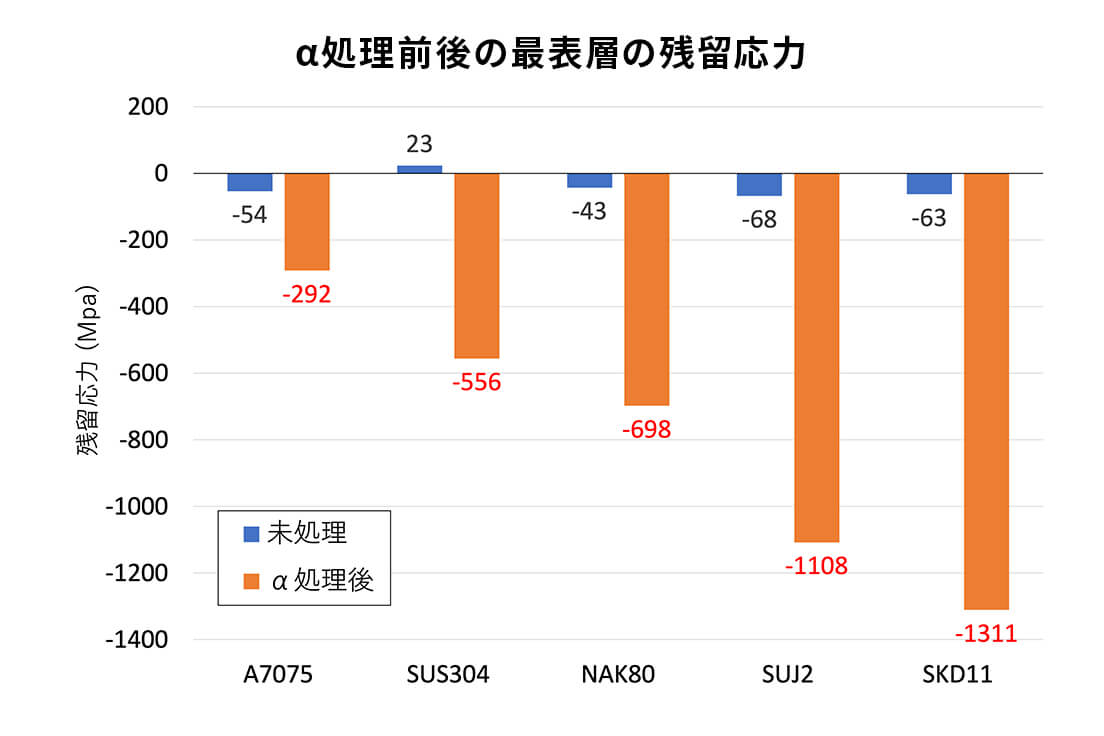
長寿命化技術(α処理)
α(アルファ)処理は、当社独自の技術に基づく処理方法です。この処理は、ナノ結晶化強化によって、エッジの寸法や形状をほとんど変えることなく、被処理面全体に強度と靭性を兼ね備えた層を形成します。同時に、マイクロテクスチャ形成により表面の摺動性も向上させます。そのため、工具や刃物の刃先、精密プレス金型(パンチ、ダイ)、減速機など、さまざまな業界や用途で広く利用されています。詳しい内容は「α処理」の項目で説明しています。
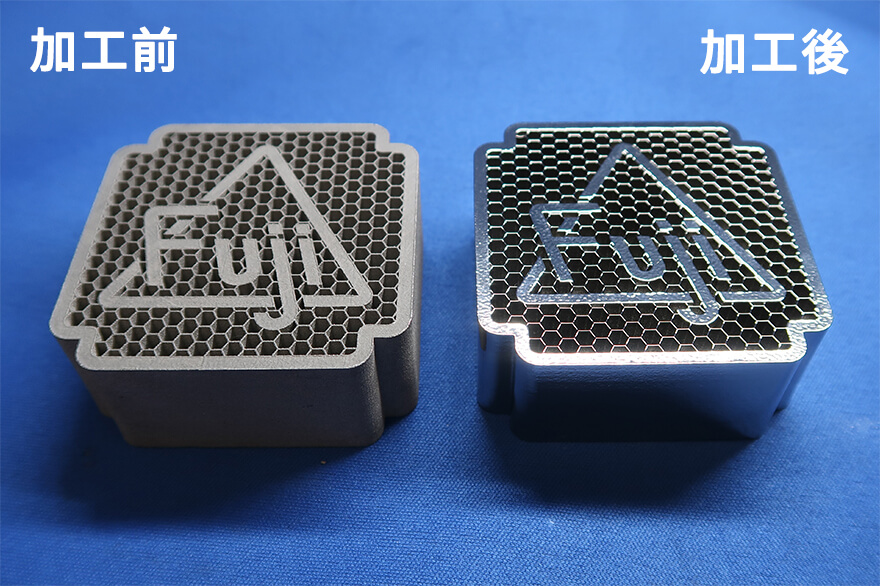
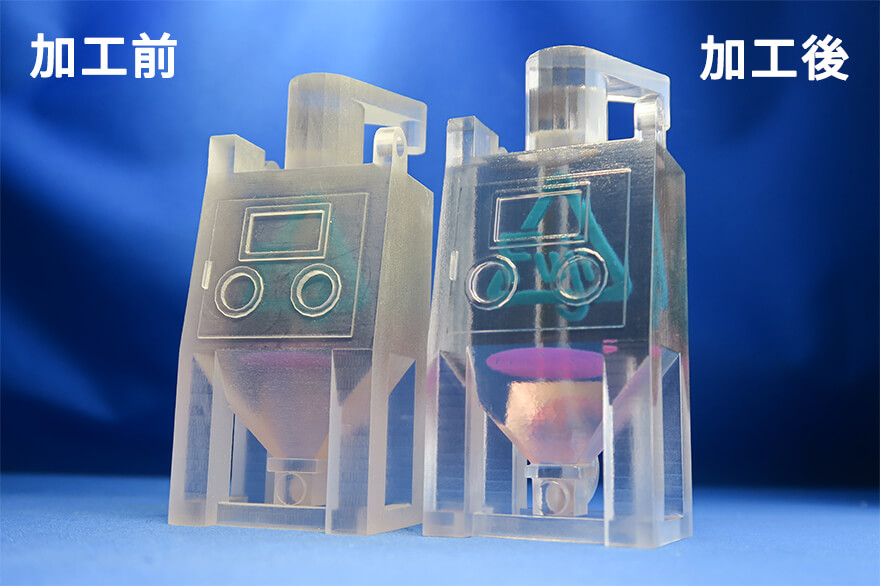
3Dプリンター造形品の仕上げ(Pollux)
Pollux(ポルックス)は、3Dプリンターによる金属や樹脂造形品の仕上げ磨きや積層段差(積層痕)除去、可視化(透明化)などが可能な装置です。3Dプリンター市場は成長を続けており、特に航空宇宙や自動車産業を中心に、3Dプリンターを使用した製造や試作が広く採用されています。そのため、製品の仕上げ装置であるPollux(ポルックス)も業界で注目を集めています。詳しい内容は「Pollux(ポルックス)」の項目で説明しています。
関連ページ




お問い合わせ contact
不二製作所のブラストは多種多様な用途に使われています。まずはお気軽にお問い合わせください。
-
東京本社
-
装置検討・修理相談に関するお問合せ
03-3686-5104 -
部品・研磨材購入に関するお問合せ
03-3686-5806
-
-
名古屋営業所
052-703-2291 -
大阪営業所
06-6190-2323
※各営業所でもテスト加工可能です。