GT 間欠回転テーブル
エアーブラスト(サンドブラスト)装置

point 装置の特徴

1個流し生産対応
1個流し生産に対応しており、装置開口部での瞬間的なワンタッチ段取りでワークの着脱(ロボットによる着脱も可能)を行います。
1個流しのためワーク同士の接触による不良をゼロに出来ます。
品質の安定
加工ポジションで1個ずつ同一時間、同一加工条件で均一連続加工を行います。
研磨材定量噴射ユニットや異常検知アラートと組み合わせることで更に品質が安定します。
タクトタイムにあった加工
ご希望のタクトタイムに合わせて大テーブルの間欠回転時間、加工ポジションの数、ノズルの本数を設定し、オーダーメイドで装置設計を行います。
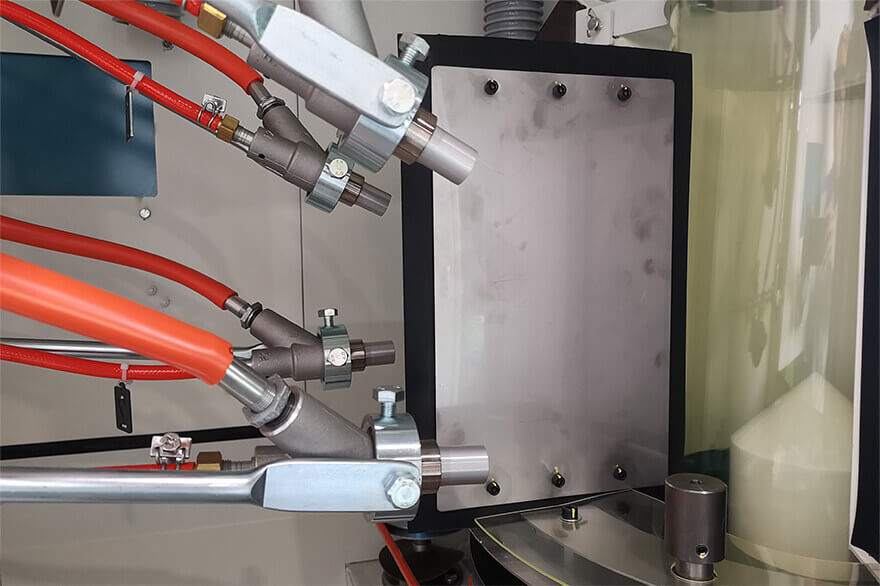
画像は加工ポジション2箇所で、それぞれの箇所でノズル2本で加工する装置です。

省力化・無人化対応
複数ノズルでの自動加工機のため、ワークの着脱以外の作業はすべて自動で完了致します。
また、自動搬送とロボットによるワーク着脱を組み合わせることで、エアーブラスト工程の無人化も可能です。
specification 装置仕様
- 同一時間、同一条件で均一加工
- 小物~中物ワークに対応
- 累計出荷台数2,000台以上
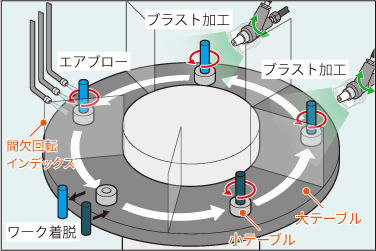
親子テーブルの動き
大テーブルが間欠回転しワーク搬送を行い、その上の小テーブルが加工時やエアブロー時に回転する親子テーブル方式です。
装置正面の開口部でワークを着脱、セットされたワークは大テーブルの間欠回転でブラスト室内に搬送され、加工ポジションとエアブローポジションで小テーブルが回転。
加工作業の流れ
一定時間毎に大テーブルが間欠回転し、装置正面の開口部にブラスト加工及びエアブローが完了したワークが戻ってきます。
次に大テーブルが回転するまでの間、装置内の加工ポジションではブラスト加工、エアブローポジションではエアブローが行われており、装置正面の開口部では、加工済みワークの取り外しと新たなワークのセットを行います。
タクトタイムに合わせて設定
加工ポジション数とノズル本数
大テーブルを5分割し、手前でワークの着脱、奥側2ヵ所にそれぞれノズルを1本ずつ配置しブラスト加工、ワーク着脱箇所の手前でエアブローを1箇所設定した場合になります。この場合、大テーブルを10秒毎に間欠回転させるとノズル1本で10秒×2回、エアブロー10秒×1回加工されたワークが着脱部に戻ってきます。大テーブルによってワークが搬送されて一つ先のポジションに移動する時間を2秒とすると、1個当たり20秒加工され、10秒エアブローされたワークが12秒に1個着脱箇所に戻ってくることになります。
間欠回転する大テーブルの分割数を変更して、加工ポジション数を増加、各加工ポジションでのノズル本数を増加、着脱を1個毎でなく、両手で2個ずつにして、2個取り加工にするなど調整することでご希望のタクトタイムに合わせていきます。
case 装置実績例


装置実績例 01
一般的な小物の加工用の装置です。
樹脂製品のバリ取り、前処理としてのスケール除去や表面粗しなど多くの用途で使用されます。ワークを2個ずつ着脱し、連続加工していきます。


装置実績例 02
ライン対応型の多段ショットピーニング用装置です。自動車部品や航空機部品などに多用されているタイプです。

装置実績例 03
装置右手にタッチパネルモニターを備えた装置であり、加工時間や加工圧力、テーブル回転速度などを簡単に設定、修正可能になっております。
attachment and removal ワーク着脱


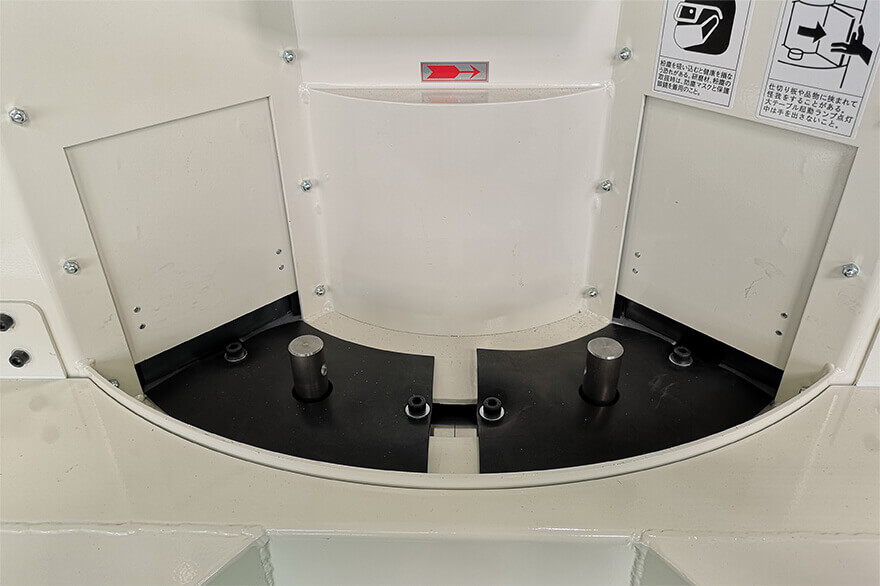
ワークの着脱方法と個数
装置正面開口部にて作業者もしくはロボットでワークの着脱を行っていきます。
小テーブルや治具に対して1個ずつ着脱するタイプと2個ずつ着脱するタイプがあります。エリアセンサーやワーク着脱完了後起動ボタンを押し、大テーブルの回転をスタートすることで安全性を高めることも可能です。
ロボット2台によるワーク着脱
ロボットでワークの着脱をする場合、1台のロボットで着脱両方を行うことはもちろん可能ですが、加工済みワークの取り外しと新たなワークのセットを分業することでタクトタイムを短縮できます。
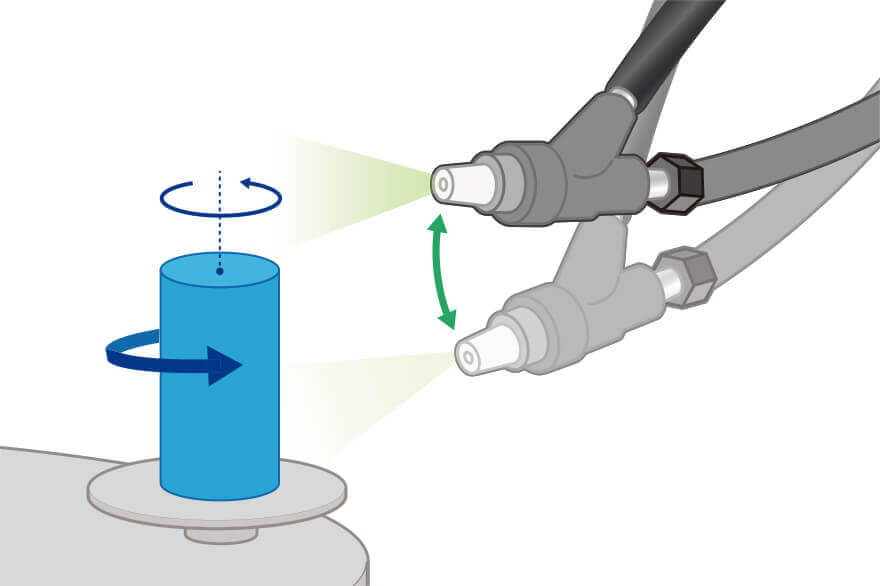
nozzle motion 代表的なノズルの動き
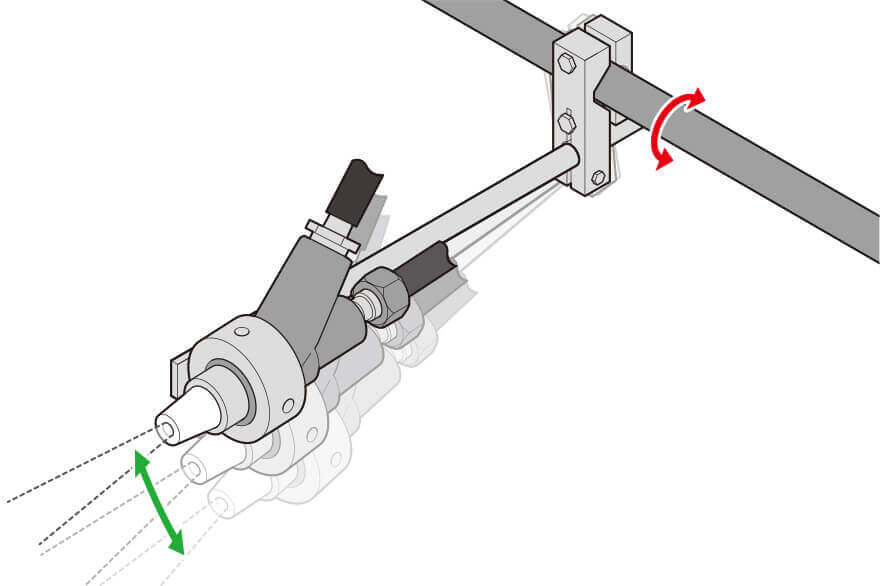
ガン振動型
回転するワークに対してノズルを縦方向に振動させる事でブラスト加工を行います。通常は、2~6本のノズルによってワーク全面を隙間なく加工します。
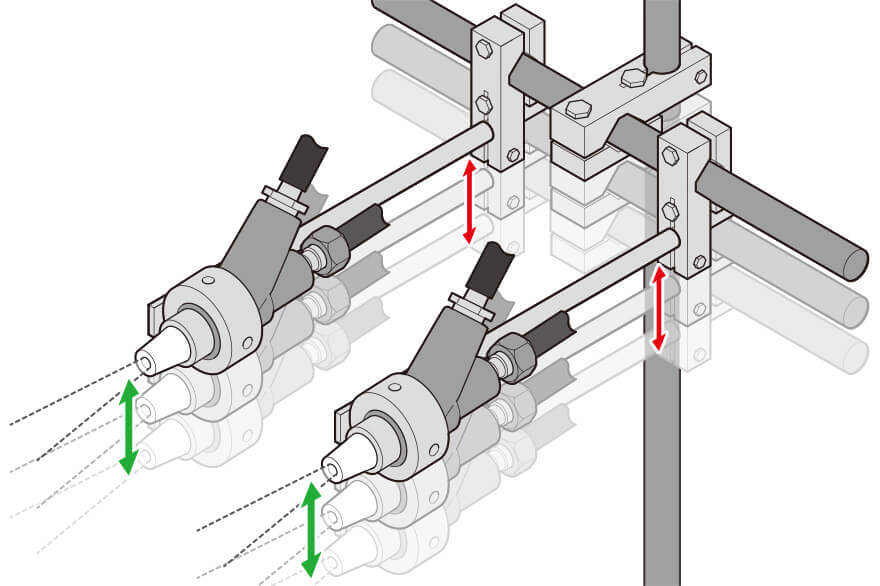
ガン上下移動型
回転する円筒形状のワークの外面及び内面を均一に加工する時に用います。ワークの下から上もしくは上から下にノズルが等速移動しながら加工します。
この製品を見た人はこちらも見ています




お問い合わせ contact
不二製作所のブラストは多種多様な用途に使われています。まずはお気軽にお問い合わせください。
-
東京本社
-
装置検討・修理相談に関するお問合せ
03-3686-5104 -
部品・研磨材購入に関するお問合せ
03-3686-5806
-
-
名古屋営業所
052-703-2291 -
大阪営業所
06-6190-2323
※各営業所でもテスト加工可能です。