ATCM 自動回転テーブル
エアーブラスト(サンドブラスト)装置
誰でも使える簡易自動ブラスト機
手動ブラスト加工との両立も可能
テーブルの上に製品を並べ、スタートさせると回転するテーブルの上を設定されたノズルが均一に製品を加工をするため、技術不要で誰でも使用可能な簡易自動ブラスト機(サンドブラスト機)です。
手動ブラストノズルを追加することで、自動加工による省力化と少量多品種への対応が可能となります。
自動ブラスト機の中では汎用性が高く比較的コンパクトなシリーズです。
- バッチ処理
- 手動加工
- 量産対応
- 均一品質
- 省力化
- 汎用性

point ブラスト装置(サンドブラスト機)の特徴
ブラスト作業の省力化
回転するテーブルの上に置いたワークを振動するノズルで均一に自動ブラスト加工します。テーブルの上に小~中サイズのワークを複数個並べて自動ブラスト加工する方法と、中~大サイズのワークを中心に一つ置いて自動ブラスト加工をする方法のどちらにも対応しているため、少量多品種を自動加工したい場合に最適です。
ブラスト加工品質の安定
事前に設定された動作で自動ブラスト加工をするので、作業者による加工のバラつきがなく、毎回同一条件で加工がおこなわれます。
さらに、ニューマ・ブラスターは、従来のサンドブラスト機とは異なり、研磨材回収・分級機構があり、研磨材の粒度を一定に保ちながらブラスト加工がおこなわれるため、製品品質の均一化が図れます。
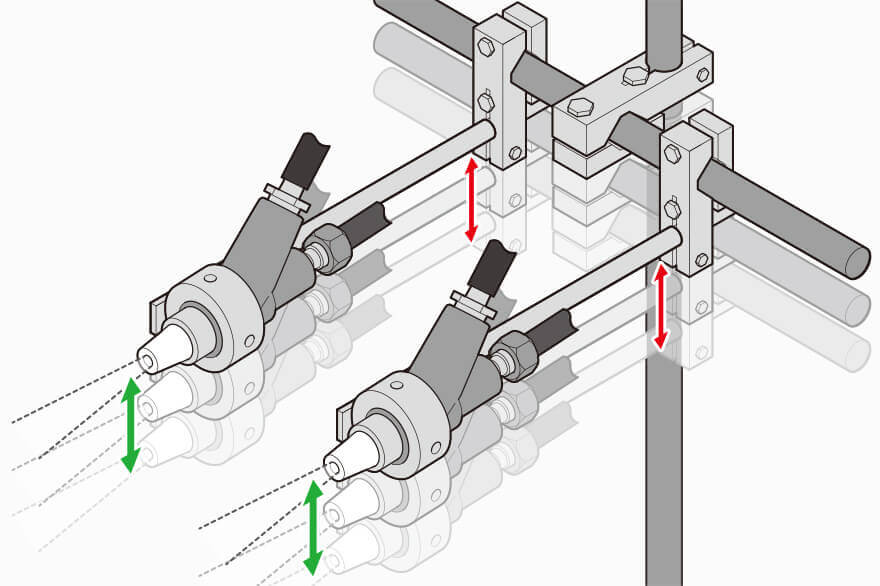
複数ノズルで生産性向上
一般的な手動ブラスト装置(サンドブラスト機)では、作業者1人に対して、装置1台でノズル1本での作業のため、生産性を向上させるには装置と作業者を増やす必要がありますが、自動回転テーブル型のブラスト装置(サンドブラスト機)は、1台でもノズル本数を増加させて加工面積を拡大することで生産効率を向上し作業時間の短縮が可能です。
また、ブラストガン制御方法もガン振動や上下移動など、加工したい製品によって変更が可能です。

手動ノズルの追加も可能
自動ブラスト加工用のノズルとは別で手動加工用のノズルを追加することで、自動加工後の細かい手直しや手動で少量の加工も可能となり、1台で汎用性抜群な簡易自動ブラスト機です。
specification ブラスト装置(サンドブラスト機)仕様
- 複数ノズル加工で生産性向上
- 手動ノズルを追加し、少量多品種にも対応
- 累計出荷台数1,000台以上
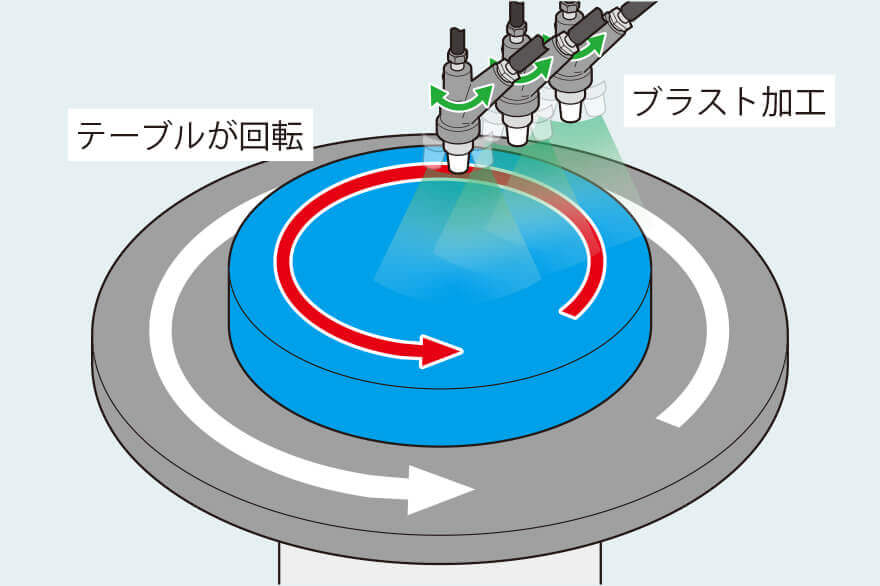
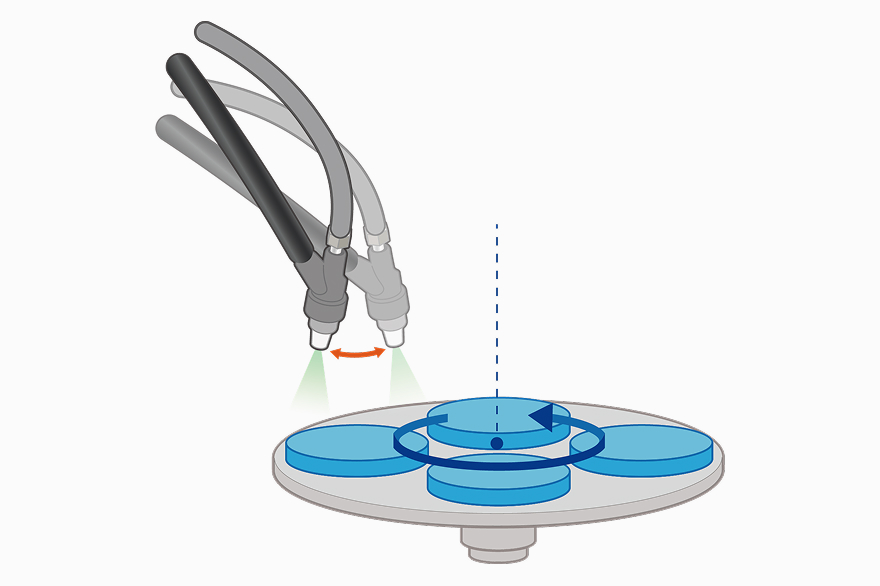
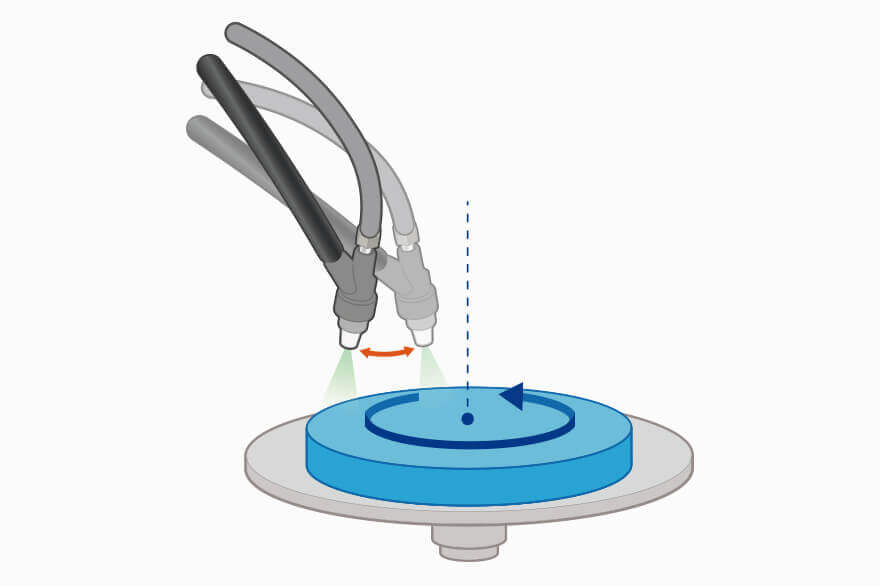
自動回転テーブルとノズルの動き
テーブルが自動回転すると共に、ノズルが振動したり、上下に移動しながら加工します。
加工作業の流れ
ワークをテーブルに置き、スタートボタンを押すことでブラスト加工開始。
設定した加工時間が終わると、エアブローに切り替わり、終了したら停止します。動作の切り替えもすべて自動で行われるため、ブラスト加工中は装置の前にいる必要がなく、他の作業をすることができます。
加工ワークの汎用性
回転テーブルへのワークの置き方によって、小物を10個程度一度に加工したり、大物を1個加工するなど、汎用性があります。
case 自動ブラスト装置(サンドブラスト機)実績例

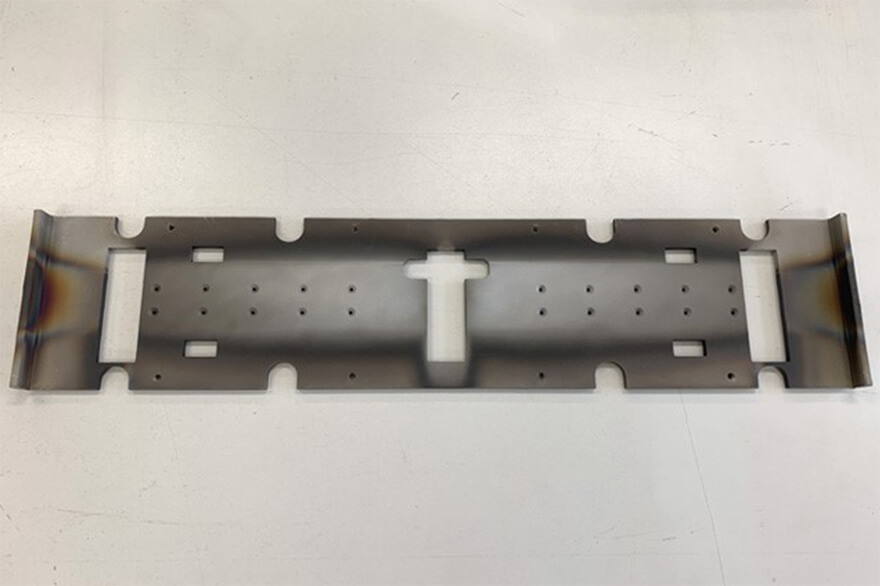
装置実績例 01
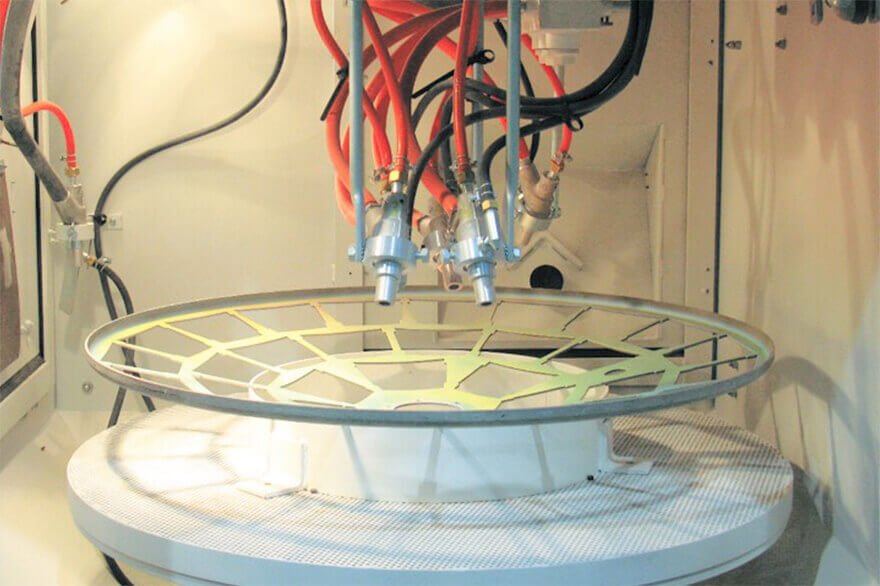
自動加工用のノズル2本と手動加工用のノズル一本がついた標準的な自動回転テーブル型ブラスト装置(サンドブラスト機)です。
自動加工メニューは装置扉上部のタッチパネルモニターで設定が可能で、レシピの登録も可能です。

装置実績例 02
大型ワークの搬入用に側面に自動開閉スライド扉を配置し、小物ワーク用に前面に横開き扉を配置した装置です。

- 同一時間、同一条件で均一加工
- 加工対象同士の接触不良ゼロ
- 小物~中物の加工に最適
参考:間欠回転テーブル型 GTCMシリーズ
- 本装置は、テーブルの回転と振動するノズルにより自動で加工を行います。親子テーブルに加工対象をセット後、大テーブルの間欠回転により加工対象がノズル前の加工ポジションに移動。その後小テーブルの回転とノズルの振動により加工致します。そして加工が終了するとまた大テーブルが間欠回転し、次の加工対象をノズル前の加工ポジションに移動させます。すべての加工が終了するとアラームが鳴り、終了をお知らせします。
- 1つずつ加工を行う為、研磨材の噴射に無駄が少なく、ムラなく均一に加工することが可能です。
- 小物~中物をバッチ処理することに適しています。
- 加工中は完全自動なので別の作業が出来、作業効率をアップすることができます。
work & nozzle placement 加工ワークとノズル配置例
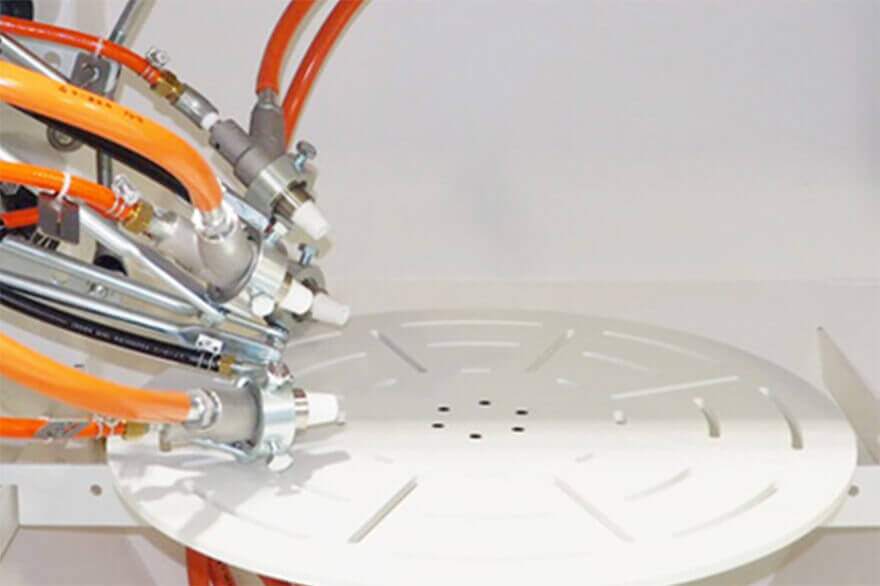
ノズルの本数は多くの装置で2~6本程度で、テスト加工の結果や生産数を踏まえて量産にも対応できるようなノズル本数とムラなく仕上がる配置に設定します。
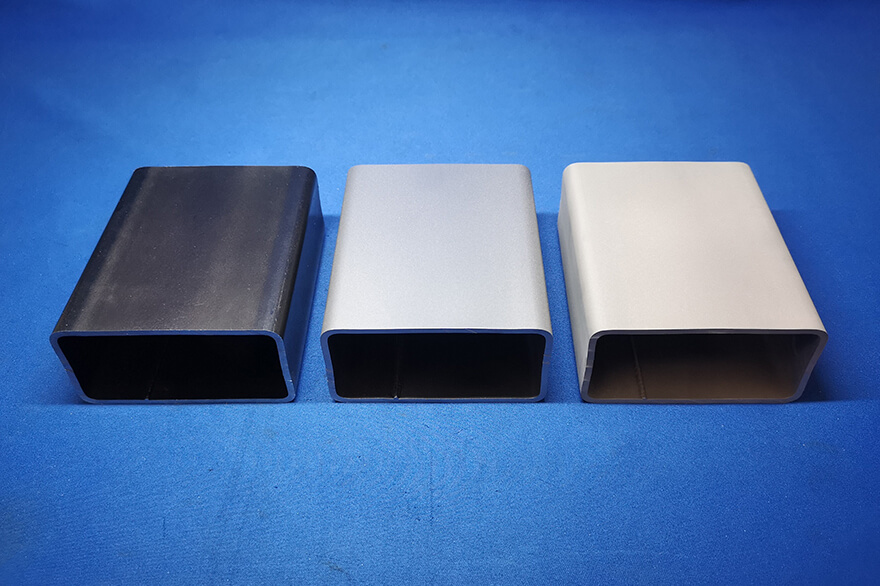
美装梨地

熱処理スケール除去

真空蒸着治具クリーニング

nozzle motion 代表的なノズルの動き
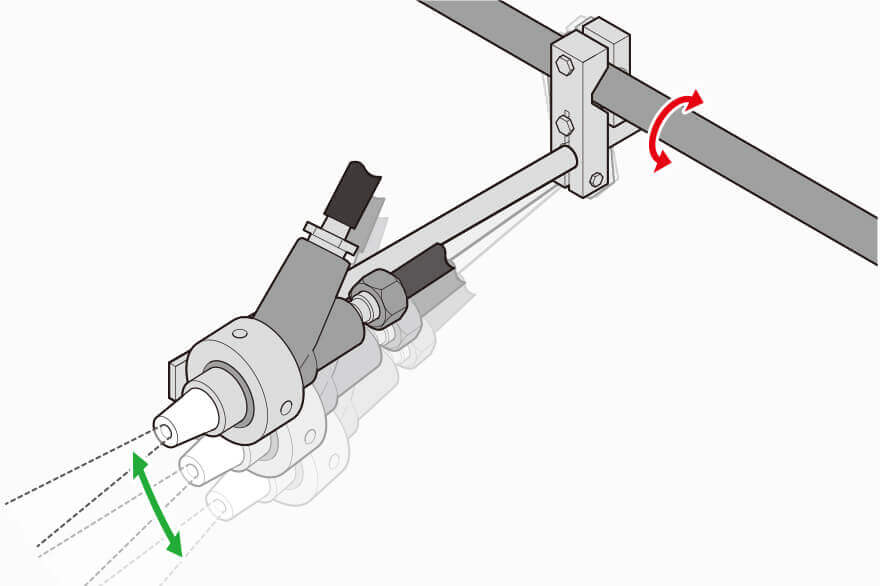
ガン振動型
回転するワークに対してノズルを縦方向に振動させる事でブラスト加工を行います。通常は、2~6本のノズルによってワーク全面を隙間なく加工します。
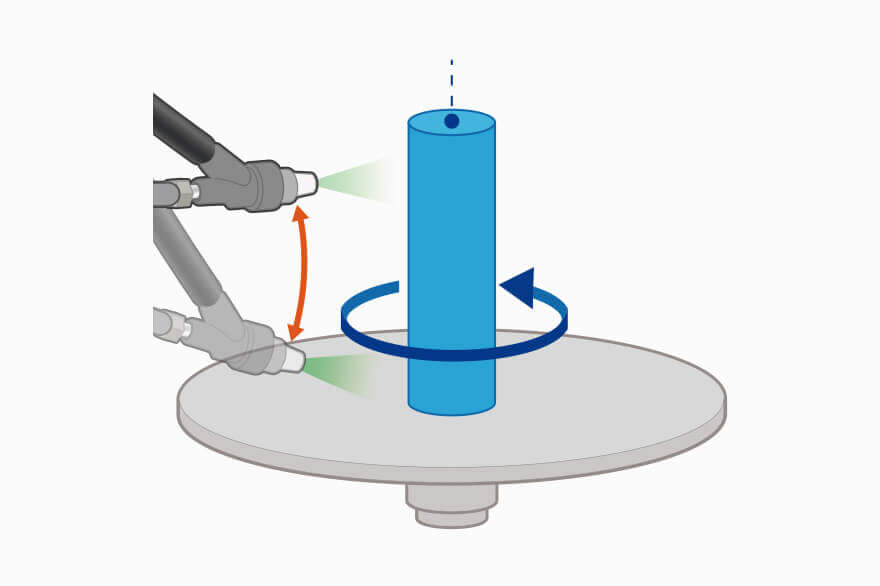
ガン上下移動型
回転する円筒形状のワークの外面及び内面を均一に加工する時に用います。ワークの下から上もしくは上から下にノズルが等速移動しながら加工をします。
details 装置概要詳細
装置扉の基本タイプ
横開き扉

上下スライド扉(手動・自動)

装置間口寸法とテーブル径
| 装置形式 | 本体間口(mm) | テーブル径(mm) |
|---|---|---|
| 3ATCM | 800 | Φ300 |
| 4ATCM | 1,000 | Φ450 |
| 5ATCM | 1,200 | Φ600(Φ800も可) |
| 6ATCM | 1,500 | Φ1,200 |
※テーブルへのワークの置き方や形状、ノズルの配置や本数、狙い箇所によって、必要なテーブル径は異なります
ブラスト省力化事例:手動ブラスト装置から自動ブラスト装置の切り替え効果
1日当たりの処理量:100個 加工時間:10分/個
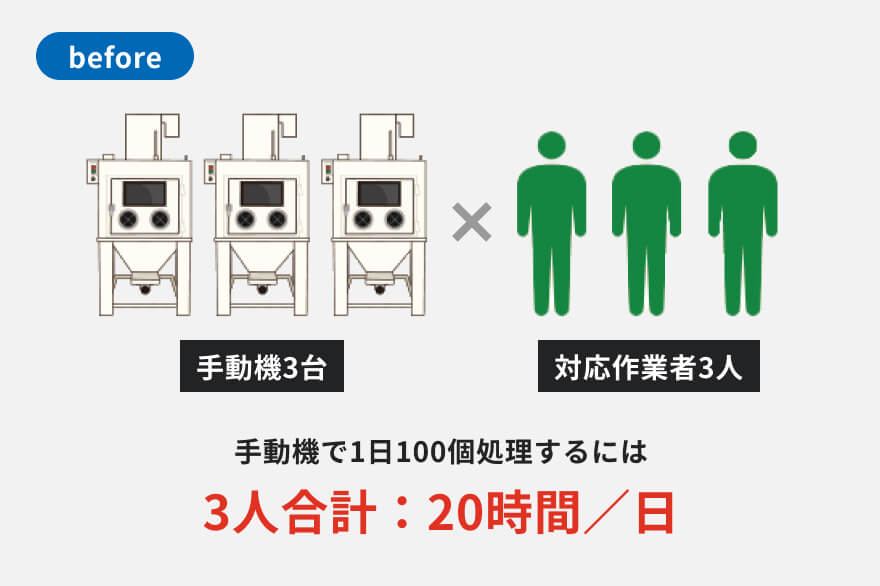
手動機で加工していた時
手動機で1日100個処理するには → 3人合計:20時間/日
(加工:10分/個+製品着脱:2分/個で計算)
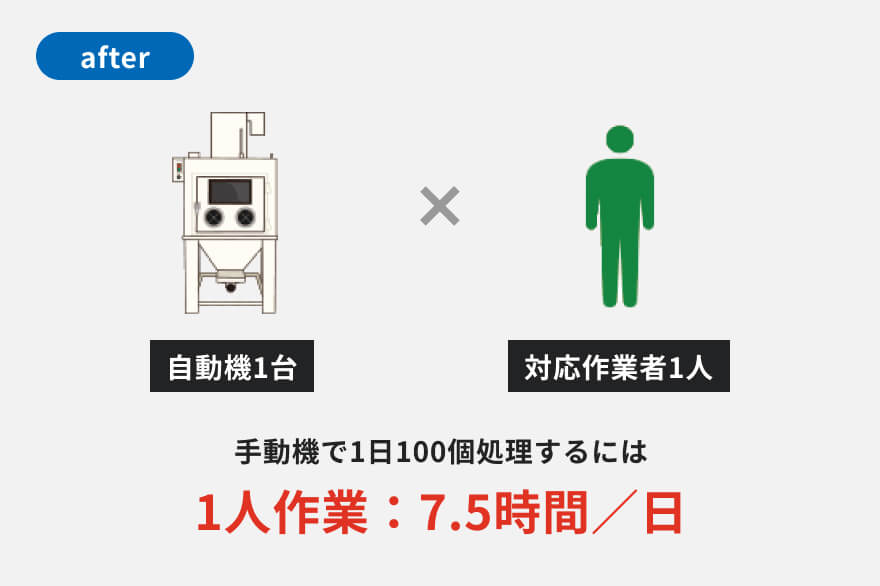
ノズル4本の自動機に変更
自動機で1日100個処理するには → 1人作業:7.5時間/日
(加工:2.5分/個+製品着脱:2分/個で計算)
この製品を見た人はこちらも見ています




お問い合わせ contact
不二製作所のブラストは多種多様な用途に使われています。まずはお気軽にお問い合わせください。
-
東京本社
-
装置検討・修理相談に関するお問合せ
03-3686-5104 -
部品・研磨材購入に関するお問合せ
03-3686-5806
-
-
名古屋営業所
052-703-2291 -
大阪営業所
06-6190-2323
※各営業所でもテスト加工可能です。